Lo stampaggio ad iniezione è un metodo per ottenere prodotti stampati iniettando materie plastiche fuse a caldo in uno stampo, per poi raffreddarle e solidificarle.
Il metodo è adatto alla produzione in serie di prodotti con forme complicate e occupa un ruolo importante nell'area della lavorazione della plastica.
Ciclo di processo
Il ciclo di processo per lo stampaggio a iniezione è molto breve, tipicamente compreso tra 2 secondi e 2 minuti, e consiste nelle seguenti quattro fasi:
Serraggio - Prima dell'iniezione del materiale nello stampo, le due metà dello stampo devono essere chiuse saldamente dall'unità di chiusura. Ogni metà dello stampo è attaccata alle presse ad iniezione e una metà può scorrere. L'unità di bloccaggio ad azionamento idraulico spinge insieme le metà dello stampo ed esercita una forza sufficiente per mantenere lo stampo ben chiuso mentre il materiale viene iniettato. Il tempo necessario per chiudere e bloccare lo stampo dipende dalla macchina: le macchine più grandi (quelle con maggiori forze di bloccaggio) richiederanno più tempo. Questo tempo può essere stimato dal tempo di ciclo a secco della macchina.
Iniezione - La materia plastica grezza, solitamente sotto forma di granuli, viene immessa nelle presse ad iniezione e fatta avanzare verso lo stampo dal gruppo di iniezione. Durante questo processo, il materiale viene fuso dal calore e dalla pressione. La plastica fusa viene quindi iniettata nello stampo molto rapidamente e l'accumulo di pressione si accumula e trattiene il materiale. La quantità di materiale che viene iniettata viene definita colpo. Il tempo di iniezione è difficile da calcolare con precisione a causa del flusso complesso e mutevole della plastica fusa nello stampo. Tuttavia, il tempo di iniezione può essere stimato dal volume di iniezione, dalla pressione di iniezione e dalla potenza di iniezione.
Raffreddamento - La plastica fusa che si trova all'interno dello stampo inizia a raffreddarsi non appena entra in contatto con le superfici interne dello stampo. Quando la plastica si raffredda, si solidificherà nella forma della parte desiderata. Tuttavia, durante il raffreddamento può verificarsi un certo restringimento della parte. L'imballaggio del materiale nelle fasi di stampaggio a iniezione consente al materiale aggiuntivo di fluire nello stampo e ridurre la quantità di restringimento visibile. Lo stampo non può essere aperto finché non è trascorso il tempo di raffreddamento richiesto. Il tempo di raffreddamento può essere stimato da diverse proprietà termodinamiche della plastica e dallo spessore massimo della parete del pezzo.
Espulsione - Dopo che è trascorso un tempo sufficiente, la parte raffreddata può essere espulsa dallo stampo dal sistema di espulsione, che è fissato alla metà posteriore dello stampo. Quando lo stampo viene aperto, viene utilizzato un meccanismo per spingere la parte fuori dallo stampo. È necessario applicare forza per espellere la parte perché durante il raffreddamento la parte si restringe e aderisce allo stampo. Per facilitare l'espulsione del pezzo, è possibile spruzzare un agente distaccante sulle superfici della cavità dello stampo prima dell'iniezione del materiale. Il tempo necessario per aprire lo stampo ed espellere il pezzo può essere stimato dal tempo di ciclo a secco della macchina e dovrebbe includere il tempo necessario al pezzo per liberarsi dallo stampo. Una volta che il pezzo è stato espulso, lo stampo può essere bloccato per l'iniezione della stampata successiva.
Dopo il ciclo di stampaggio a iniezione, in genere è necessaria una post-elaborazione. Durante il raffreddamento, il materiale nei canali dello stampo si solidifica attaccandosi alla parte. Questo materiale in eccesso, insieme all'eventuale sbavatura che si è verificata, deve essere tagliato dalla parte, in genere utilizzando frese. Per alcuni tipi di materiale, come i termoplastici, il materiale di scarto che risulta da questa rifilatura può essere riciclato inserendolo in un macinatore di plastica, chiamato anche rimacinato o granulatore, che rimacina il materiale di scarto in granuli. A causa di un certo degrado delle proprietà del materiale, il rimacinato deve essere miscelato con materia prima nel giusto rapporto di macinato per essere riutilizzato nel processo di stampaggio a iniezione.
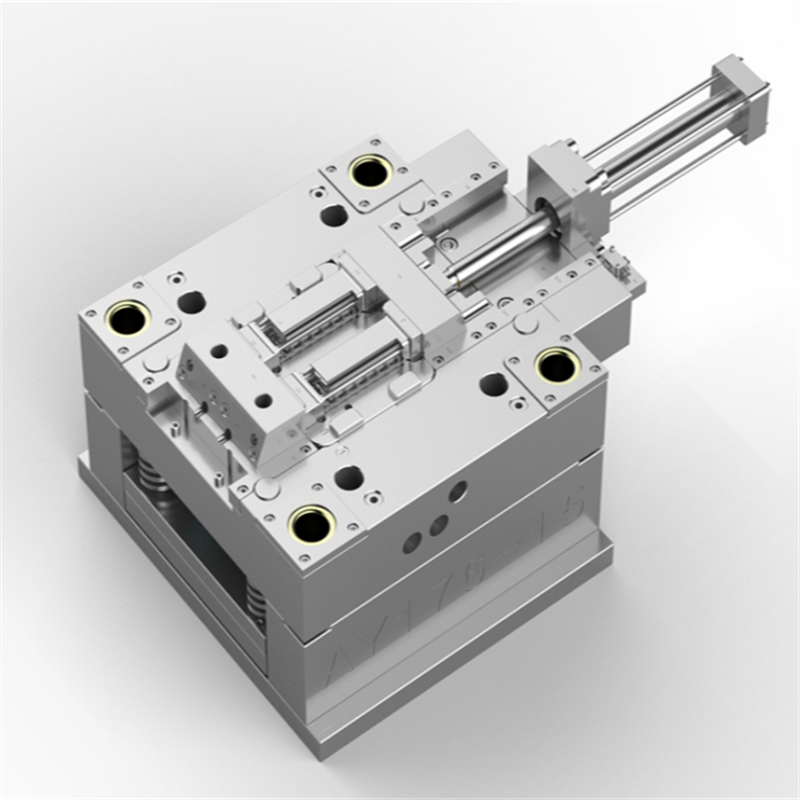
Utensili
Il processo di stampaggio a iniezione utilizza stampi, tipicamente in acciaio o alluminio, come utensili personalizzati. Lo stampo ha molti componenti, ma può essere diviso in due metà. Ciascuna metà è fissata all'interno della pressa ad iniezione e la metà posteriore può scorrere in modo che lo stampo possa essere aperto e chiuso lungo la linea di separazione dello stampo. I due componenti principali dello stampo sono il nucleo dello stampo e la cavità dello stampo. Quando lo stampo è chiuso, lo spazio tra il nucleo dello stampo e la cavità dello stampo forma la cavità del pezzo, che verrà riempita con plastica fusa per creare il pezzo desiderato. A volte vengono utilizzati stampi a cavità multiple, in cui le due metà dello stampo formano diverse cavità di parti identiche.
L'anima dello stampo e la cavità dello stampo sono ciascuna montata sulla base dello stampo, che viene quindi fissata alle piastre all'interno della pressa a iniezione. La metà anteriore della base dello stampo comprende una piastra di supporto, alla quale è fissata la cavità dello stampo, la boccola di colata, in cui scorrerà il materiale dall'ugello, e un anello di posizionamento, per allineare la base dello stampo con l'ugello. La metà posteriore della base dello stampo include il sistema di espulsione, a cui è fissata l'anima dello stampo, e una piastra di supporto. Quando l'unità di chiusura separa le metà dello stampo, la barra di espulsione aziona il sistema di espulsione. La barra di espulsione spinge la piastra di espulsione in avanti all'interno della scatola di espulsione, che a sua volta spinge i perni di espulsione nella parte stampata. L'espulsorei perni spingono la parte solidificata fuori dalla cavità aperta dello stampo.
Affinché la plastica fusa possa fluire nelle cavità dello stampo, diversi canali sono integrati nel design dello stampo. Innanzitutto, la plastica fusa entra nello stampo attraverso la materozza. Canali aggiuntivi, chiamati corridori, portano la plastica fusa dalla materozza a tutte le cavità che devono essere riempite. Alla fine di ogni canale, la plastica fusa entra nella cavità attraverso un cancello che ne dirige il flusso. La plastica fusa che si solidifica all'interno di questi canali è attaccata alla parte e deve essere separata dopo che la parte è stata espulsa dallo stampo. Tuttavia, a volte vengono utilizzati sistemi a canale caldo che riscaldano autonomamente i canali, consentendo la fusione e il distacco del materiale contenuto dal pezzo. Un altro tipo di canale integrato nello stampo sono i canali di raffreddamento. Questi canali consentono all'acqua di fluire attraverso le pareti dello stampo, adiacenti alla cavità, e raffreddare la plastica fusa.
Oltre alle guide e ai cancelli, ci sono molti altri problemi di progettazione che devono essere considerati nella progettazione degli stampi. In primo luogo, lo stampo deve consentire alla plastica fusa di fluire facilmente in tutte le cavità. Altrettanto importante è la rimozione della parte solidificata dallo stampo, quindi è necessario applicare un angolo di sformo alle pareti dello stampo. Il design dello stampo deve anche adattarsi a qualsiasi caratteristica complessa del pezzo, come sottosquadri o filettature, che richiederanno pezzi di stampo aggiuntivi. La maggior parte di questi dispositivi scorre nella cavità del pezzo attraverso il lato dello stampo e sono quindi noti come slitte o azioni laterali. Il tipo più comune di azione laterale è un'anima laterale che consente di modellare un sottosquadro esterno. Altri dispositivi entrano attraverso l'estremità dello stampo lungo la direzione di separazione, come i sollevatori interni dell'anima, che possono formare un sottosquadro interno. Per modellare le filettature nella parte, è necessario un dispositivo di svitamento, che può ruotare fuori dallo stampo dopo che le filettature sono state formate.


Lo stampaggio a iniezione è un metodo per formare un prodotto iniettando plastica fusa in uno stampo e quindi raffreddandolo e solidificandolo, che è adatto per la produzione di massa e prodotti di forma complessa. Non solo le parti plastiche automobilistiche, le parti di iniezione plastica sono utilizzate in vari settori e la nostra vita quotidiana. Offriamo servizi di stampaggio ad iniezione di alta qualità a basso costo, vi preghiamo di contattarci per qualsiasi prodotto in plastica personalizzato.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è uno dei processi di produzione più utilizzati per la creazione di parti in plastica. Grazie alla sua elevata precisione, ripetibilità ed efficienza dei costi su larga scala, lo stampaggio a iniezione viene utilizzato per realizzare una varietà di prodotti e parti, dal più piccolo inserto medico fino ai grandi componenti automobilistici, aerospaziali e della difesa. Il processo di stampaggio a iniezione richiede una macchina per lo stampaggio a iniezione, materiale plastico grezzo e uno stampo lavorato. Il materiale plastico grezzo viene prima fuso nell'unità di iniezione e quindi iniettato nello stampo, spesso ricavato da acciaio o alluminio, dove si raffredda e si solidifica nella parte finale in plastica. Le fasi chiave del processo di stampaggio a iniezione sono il bloccaggio, l'iniezione, il raffreddamento e l'espulsione.
PER SAPERNE DI PIÙ
I principali servizi offerti dall'industria Papler includono lo stampaggio a inserti, il sovrastampaggio e lo stampaggio a iniezione a due colori, nonché la lavorazione CNC. Con oltre 10 anni di esperienza, l'industria Papler è in grado di produrre parti in plastica per stampaggio a iniezione personalizzate a prezzi accessibili, parti per stampaggio a inserti e parti per sovrastampaggio secondo le specifiche, i disegni o i campioni dei clienti.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione e lo stampaggio a iniezione è il processo di produzione più comunemente utilizzato per la produzione di parti in plastica. Si riferisce al metodo che, a una certa temperatura, il materiale plastico completamente fuso mediante agitazione a vite viene iniettato nella cavità dello stampo ad alta pressione, quindi raffreddato e solidificato per ottenere il prodotto stampato ad iniezione. Questo metodo è davvero conveniente ed è adatto per la produzione in serie di parti di forma complessa. Le fasi principali sono sei: chiusura dello stampo, iniezione della colla, mantenimento della pressione, raffreddamento, apertura dello stampo e rimozione del prodotto. Lo stampaggio ha anche la più alta varietà di materiali, colori e configurazioni rispetto alla lavorazione CNC o persino alla stampa 3D. Oltre ai materiali, le parti stampate a iniezione possono avere cosmetici, lucidi o trame superficiali personalizzati.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione in cui un materiale fuso viene iniettato in uno stampo ad alta pressione. Quindi viene raffreddato e solidificato per ottenere il prodotto finale. Quando è necessario realizzare prodotti di massa altamente efficienti a velocità più elevate, lo stampaggio a iniezione è una delle tecniche migliori per fare le cose. È tra i metodi più affidabili per la produzione di parti in plastica e offre molte proprietà redditizie per la produzione. È ampiamente utilizzato in molti settori grazie alle sue eccellenti caratteristiche come la capacità di realizzare progetti di parti complesse, enormi opzioni di materiali e colori, maggiore resistenza e molti altri.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione utilizza una macchina speciale che ha tre parti: l'unità di iniezione, lo stampo e il morsetto. Le parti da stampare ad iniezione devono essere progettate con molta attenzione per facilitare il processo di stampaggio; devono essere presi in considerazione il materiale utilizzato per la parte, la forma e le caratteristiche desiderate della parte, il materiale dello stampo e le proprietà della macchina di stampaggio. La versatilità dello stampaggio a iniezione è facilitata da questa ampiezza di considerazioni e possibilità progettuali.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti in grandi volumi. È più tipicamente utilizzato nei processi di produzione di massa in cui la stessa parte viene creata migliaia o addirittura milioni di volte in successione.
PER SAPERNE DI PIÙ
Lo stampaggio ad iniezione è un metodo per ottenere prodotti stampati iniettando materie plastiche fuse a caldo in uno stampo, per poi raffreddarle e solidificarle.Il metodo è adatto alla produzione in serie di prodotti con forme complicate e occupa un ruolo importante nell'area della lavorazione della plastica.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione di plastica prototipo è il processo utilizzato per produrre volumi bassi o elevati di parti in plastica personalizzate per uso commerciale e industriale. Da complessi componenti per la sicurezza automobilistica a prodotti semplici come i porta biglietti da visita, le applicazioni coprono una vasta gamma di settori. I nostri esperti di stampaggio a iniezione non vedono l'ora di lavorare con voi sul vostro progetto di costruzione di stampi come passo successivo verso la produzione di parti stampate personalizzate.
PER SAPERNE DI PIÙ
Lo stampaggio ad iniezione di materie plastiche ha un basso costo di produzione, produce parti in plastica di alta precisione e può lavorare con qualsiasi materiale termoplastico. Lo stampaggio a iniezione è in grado di gestire la maggior parte dei volumi di produzione, produrre parti di varie dimensioni ed è altamente ripetibile.
PER SAPERNE DI PIÙ
È noto che le parti e i componenti in plastica riducono i costi e aumentano l'efficienza in molti settori, ma da nessuna parte i vantaggi della plastica sono più evidenti che nell'industria delle parti in plastica per autoveicoli. Le materie plastiche offrono una maggiore efficienza del carburante, una migliore resistenza alla corrosione, una maggiore flessibilità di progettazione, una durata superiore, prestazioni più elevate e costi inferiori. Notevolmente malleabile, la plastica è anche abbastanza resistente da mantenere la propria struttura e forma.
PER SAPERNE DI PIÙ
Gli strumenti di stampaggio a iniezione stampati in 3D consentono ai progettisti di stampare e modellare più iterazioni di una parte. Questo dà loro la libertà di esplorare molti più progetti e la certezza che il loro progetto finale sarà quello giusto.
PER SAPERNE DI PIÙ
lo stampaggio a iniezione di materie plastiche è un processo di produzione che consente la produzione di parti in grandi volumi. Funziona iniettando materiali fusi in uno stampo. Viene tipicamente utilizzato come processo di produzione di massa per produrre migliaia di articoli identici. I materiali per stampaggio a iniezione includono metalli, vetri, elastomeri e confezioni, sebbene sia più comunemente utilizzato con polimeri termoplastici e termoindurenti.
PER SAPERNE DI PIÙ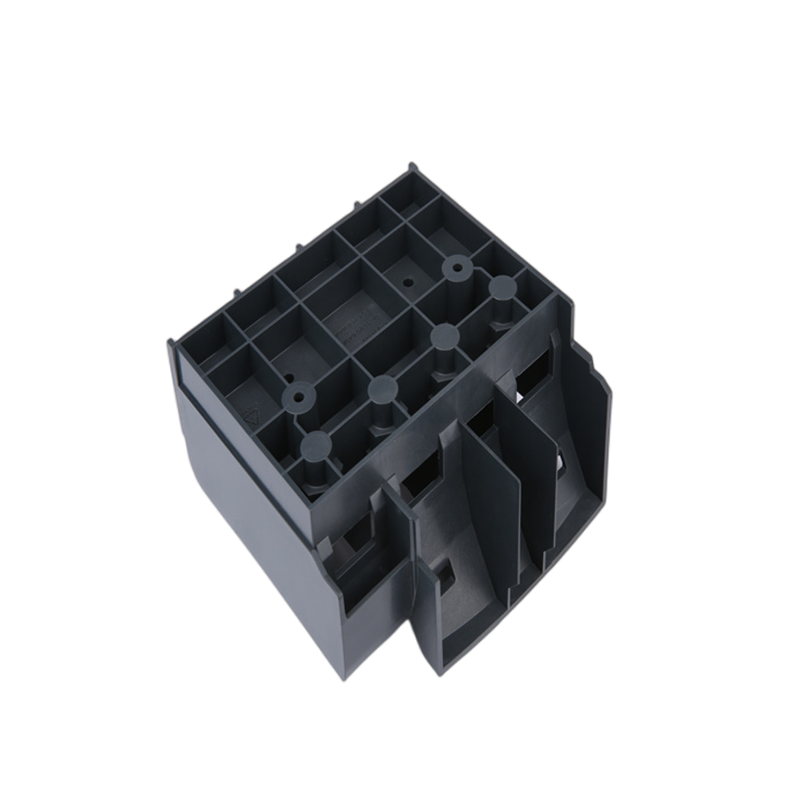
Papler Industry Co., Ltd offre due opzioni di servizi di stampaggio a iniezione di materie plastiche: prototipazione e produzione su richiesta, ognuna delle quali offre i propri vantaggi a seconda delle esigenze del progetto. Se le quantità di pezzi sono più elevate, un pezzo abbordabile - il prezzo del pezzo è importante e la produzione a rotazione rapida durante l'intero ciclo di vita del prodotto è fondamentale. Per questo la nostra opzione di produzione su richiesta è l'ideale.
PER SAPERNE DI PIÙ
lo stampaggio a iniezione di materie plastiche è un processo prezioso per la creazione di parti in plastica. Questo processo è veloce, economico e aiuta a creare grandi volumi di oggetti identici. Uno dei vantaggi più significativi dello stampaggio a iniezione è la naturale finitura superficiale delle parti stampate. Anche senza alcuna finitura superficiale di stampaggio a iniezione o trattamento post-lavorazione, le parti stampate hanno finiture superficiali lisce adatte a molti usi finali.
PER SAPERNE DI PIÙ
Papler Industry Co., Ltd fornisce prodotti stampati ad iniezione di plastica di alta qualità. La progettazione di prodotti in plastica, la costruzione di stampi ad iniezione per materie plastiche di altissima qualità e la competenza tecnica nello stampaggio ad iniezione di materie plastiche sono il DNA della nostra azienda. Dall'aiutare i clienti a progettare le loro parti in plastica personalizzate all'offrire servizi di stampaggio a iniezione personalizzato di piccoli e grandi volumi, stampaggio a iniezione di prototipi e stampaggio di inserti, miglioriamo continuamente le nostre capacità in base alle esigenze dei clienti.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione di materie plastiche è un processo di produzione in cui la resina in un barile viene riscaldata fino allo stato fuso, quindi iniettata in uno stampo per formare una parte termoplastica finale di produzione.
PER SAPERNE DI PIÙ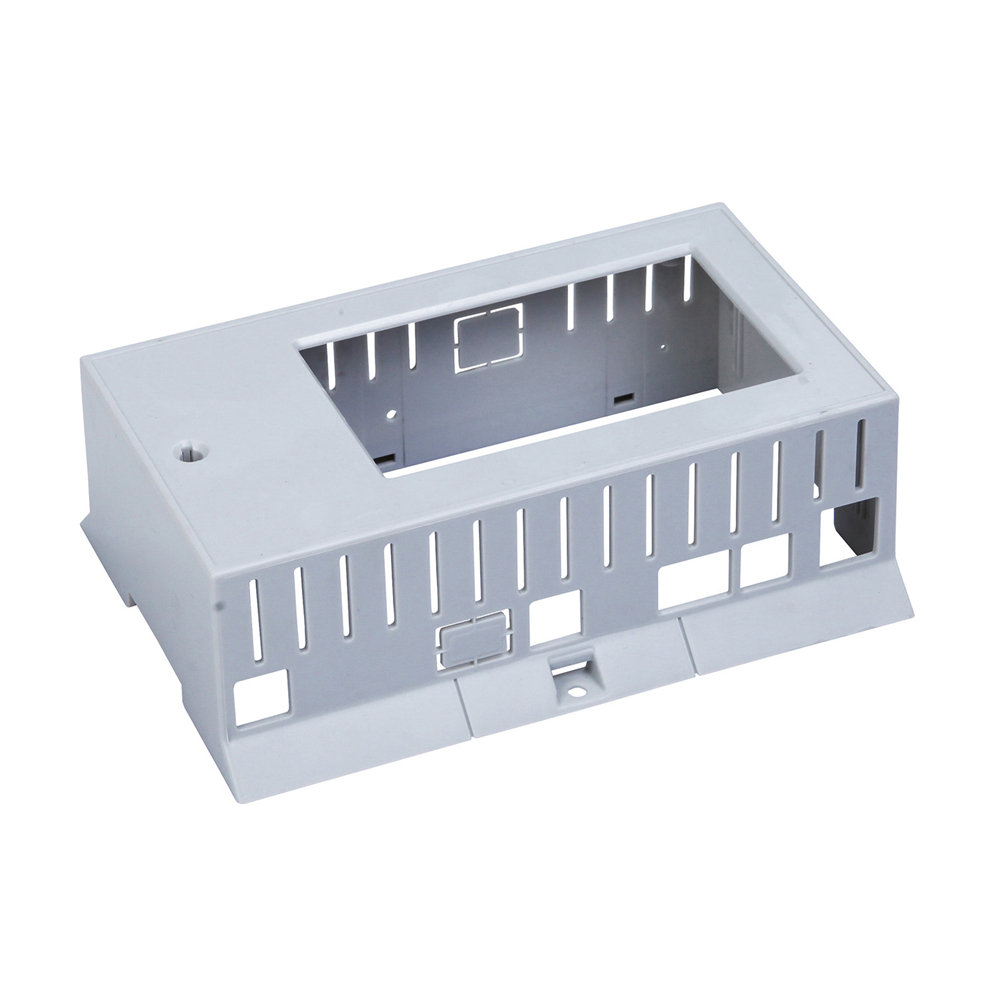
Lo stampaggio a iniezione di plastica è il processo più comunemente utilizzato per la produzione di parti in plastica. Questo processo consente elevate velocità di produzione, offre un'elevata tolleranza ripetibile, consente la flessibilità di creare forme complesse e presenta bassi costi di manodopera. La grafica può essere aggiunta combinando parti stampate a iniezione in plastica con verniciatura e incisione laser.
PER SAPERNE DI PIÙ
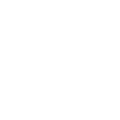
Le scatole e gli involucri elettronici in plastica sono progettati per una varietà di apparecchiature elettroniche, inclusi trasmettitori audio, trasmettitori video, macchine da gioco, dispositivi di controllo remoto, apparecchiature di prova e altro ancora. Queste custodie sono realizzate in plastica ABS e presentano una durata eccezionale. Con una gamma completa di apparecchiature di produzione e una rigorosa attenzione ai processi di produzione, tra cui progettazione di stampi, stampaggio a iniezione, assemblaggio e altro, garantiamo la precisione della custodia. Offriamo anche scatole e custodie elettroniche in plastica personalizzate per soddisfare requisiti speciali.
PER SAPERNE DI PIÙ
Dal punto di vista funzionale ed estetico, l'illuminazione è essenziale per l'automotive. L'illuminazione moderna non serve solo a una corretta visione per il conducente, ma contribuisce anche a migliorare la sicurezza combinando la tecnologia di illuminazione adattiva con sistemi avanzati di assistenza alla guida. Papler Industry Co., Ltd offre varie soluzioni per i fari dei veicoli in plastica.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione di materie plastiche è la consegna rapida di prototipi, ponti e stampaggio a iniezione di produzione, inclusi sovrastampaggio, stampaggio a inserti e uretano fuso.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione di plastica termoplastica è un processo di produzione che crea parti completamente funzionali iniettando resina plastica in uno stampo prefabbricato. Ha diverse sottocategorie, come lo stampaggio a iniezione rapida, che viene utilizzato al meglio nella messa a punto dei prototipi prima che un prodotto riceva il via libera per la produzione. Un'altra sottocategoria, lo stampaggio a iniezione di produzione, è utilizzata al meglio per cicli completi di prodotto.
PER SAPERNE DI PIÙ
Gli sviluppatori utilizzano il processo di stampaggio a iniezione termoplastico per molte applicazioni, in quanto può produrre qualsiasi cosa, dai pannelli delle portiere delle auto alle custodie dei telefoni cellulari con buona precisione e finitura superficiale. Inoltre, è lo standard del settore per la produzione di parti di stampi in plastica, quindi gli sviluppatori possono essere certi di realizzare un prodotto di qualità se seguono questa strada nel processo di sviluppo.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo in cui i pellet di plastica vengono fusi e iniettati ad alta pressione in una cavità dello stampo. Le parti stampate vengono quindi espulse e il processo ripetuto. I prodotti finiti possono quindi essere utilizzati così come sono o come componenti di altri prodotti.
PER SAPERNE DI PIÙ
Lo stampaggio ad iniezione utilizza pressioni molto elevate e tipicamente la macchina è idraulica o, sempre più, elettrica. Gli utensili per le applicazioni di stampaggio a iniezione di produzione devono essere in grado di resistere a pressioni elevate e sono realizzati in acciaio o alluminio. Il potenziale costo elevato degli utensili spesso determina l'economia di un'applicazione di stampaggio della plastica. Lo stampaggio a iniezione è un modo efficace per realizzare parti personalizzate.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è uno stampo realizzato sulla base di un file CAD. Questa è la parte laboriosa del processo in quanto ci vuole tempo per creare lo stampo. Tali stampi sono tipicamente realizzati in alluminio o acciaio. Dopo che lo stampo è stato creato, la resina termoplastica viene iniettata al suo interno e quindi lasciata indurire e formare la parte. Il materiale viene prima immesso in un cilindro riscaldato prima di essere lanciato nello stampo per raffreddarlo e polimerizzarlo. Dopo la polimerizzazione, il pezzo viene rimosso dallo stampo e il processo ricomincia fino al completamento del ciclo del pezzo.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è uno dei metodi di produzione tradizionali più versatili, che crea parti complesse, durevoli e affidabili. Lo stampaggio a iniezione produce parti che servono a una serie di scopi.
PER SAPERNE DI PIÙ
Una volta creato uno stampo, lo stampaggio a iniezione produce parti incredibilmente velocemente, rendendolo un metodo ideale per la produzione di grandi volumi.
PER SAPERNE DI PIÙ
Con un'ampia varietà di materie plastiche tra cui scegliere, lo stampaggio a iniezione è un processo flessibile in grado di produrre parti per una varietà di industrie.
PER SAPERNE DI PIÙ
Il processo su come ottenere parti in plastica prevede quattro passaggi fondamentali: elaborare un progetto, decidere un processo di produzione, costruire un prototipo e quindi produrre il progetto. La scelta di un produttore esperto di parti in plastica in grado di fornire supporto e feedback in ogni fase del processo aumenta le possibilità di successo.
PER SAPERNE DI PIÙ
Papler Industry fornisce servizi di stampaggio a iniezione di materie plastiche a molti settori, tra cui prodotti di consumo, elettrodomestici e articoli per la casa, OEM, imballaggi, giocattoli, mobili e industria della calzetteria e dell'abbigliamento.
PER SAPERNE DI PIÙ
Gli involucri in plastica sono progettati per alloggiare e proteggere componenti elettronici ed elettrici sensibili in una varietà di applicazioni. I nostri alloggiamenti in plastica durevoli e di alta qualità sono stampati in ABS ignifugo o policarbonato resistente agli urti per applicazioni interne o esterne che richiedono involucri non metallici. Disponibile in una vasta gamma di dimensioni, forme e colori, la nostra selezione garantisce di poter trovare la soluzione giusta per qualsiasi applicazione.
PER SAPERNE DI PIÙ
Gli involucri in plastica sono progettati per alloggiare e proteggere componenti elettronici ed elettrici sensibili in una varietà di applicazioni. I nostri alloggiamenti in plastica durevoli e di alta qualità sono stampati in ABS ignifugo o policarbonato resistente agli urti per applicazioni interne o esterne che richiedono involucri non metallici.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione crea molti dei contenitori e delle vaschette in plastica in cui vengono confezionati i prodotti di consumo. Altri prodotti stampati a iniezione che si trovano in molte famiglie includono bicchieri, tappi di bottiglia, contenitori per piante, accessori per barbecue, sedili per WC e mobili da giardino.Le materie plastiche utilizzate nello stampaggio a iniezione sono molto durevoli per l'uso ripetitivo e resistono bene alle variazioni meteorologiche e di temperatura per le applicazioni all'aperto.
PER SAPERNE DI PIÙ
I prodotti stampati ad iniezione sono ampiamente utilizzati in tutti i campi delle economie nazionali, come trasporti, imballaggi, poste e telecomunicazioni, comunicazioni, costruzioni, elettrodomestici, computer, aerospaziale, difesa, ecc. Sono diventati mezzi di produzione e beni di consumo indispensabili .
PER SAPERNE DI PIÙ
Le macchine per lo stampaggio a iniezione di materie plastiche con prodotti per stampaggio a iniezione sono una varietà relativamente ampia e un'ampia gamma di applicazioni, in particolare nell'industria delle apparecchiature e dell'industria automobilistica, esistono una varietà di prodotti per stampaggio a iniezione di forme per accessori.
PER SAPERNE DI PIÙ
Le materie plastiche sono onnipresenti e i produttori utilizzano metodi diversi per realizzare prodotti in plastica. Uno dei più popolari tra questi metodi è lo stampaggio a iniezione. Inoltre, i produttori utilizzano questo processo perché è economico e aiuta a produrre parti di alta qualità.
PER SAPERNE DI PIÙ
Sebbene le materie plastiche non conducano elettricità, hanno ancora un posto nell'industria elettronica. Questo settore utilizza lo stampaggio a iniezione per produrre frontalini elettrici e altri dispositivi elettronici.Inoltre, le materie plastiche utilizzate dai produttori dell'industria elettronica sono spesso durevoli con un'eccellente resistenza all'elettricità. Le applicazioni di stampaggio a iniezione includono la produzione di telecomandi, computer, strumenti medici, televisori, portachiavi, ecc.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è un processo di produzione per la produzione di parti iniettando materiale fuso in uno stampo o stampo. Lo stampaggio a iniezione può essere eseguito con una miriade di materiali, tra cui principalmente metalli (per i quali il processo è chiamato pressofusione), vetri, elastomeri, confezioni e più comunemente polimeri termoplastici e termoindurenti. Il materiale per la parte viene immesso in un cilindro riscaldato, miscelato (utilizzando una vite elicoidale) e iniettato in una cavità dello stampo, dove si raffredda e si indurisce secondo la configurazione della cavità. Dopo che un prodotto è stato progettato, di solito da un designer industriale o da un ingegnere, gli stampi vengono realizzati da un produttore di stampi (o utensili) in metallo, solitamente acciaio o alluminio, e lavorati con precisione per formare le caratteristiche della parte desiderata. Lo stampaggio a iniezione è ampiamente utilizzato per la produzione di una varietà di parti, dai componenti più piccoli a interi pannelli della carrozzeria delle automobili. I progressi nella tecnologia di stampa 3D, utilizzando fotopolimeri che non si sciolgono durante lo stampaggio a iniezione di alcuni termoplastici a bassa temperatura, possono essere utilizzati per alcuni semplici stampi a iniezione.
PER SAPERNE DI PIÙ CONTATTACI
CONTATTACI Indirizzo : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Indirizzo : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mail : roger@ppl2009.com
E-mail : roger@ppl2009.com


 IPv6 RETE SUPPORTATA
IPv6 RETE SUPPORTATA