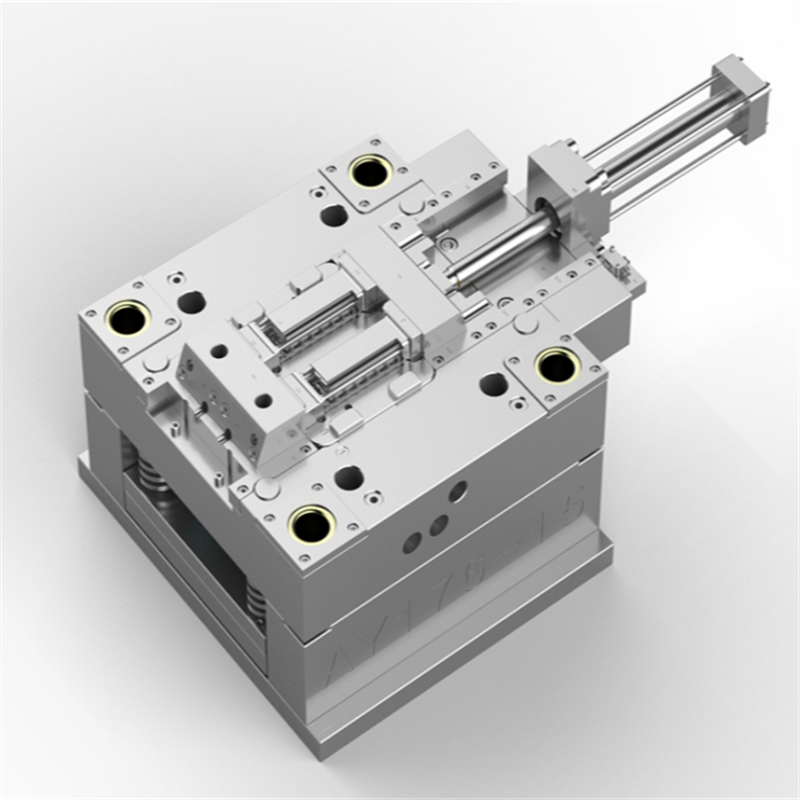
Lo stampaggio, chiamato anche pressatura, comporta il posizionamento di lamiere piatte, in bobina o in forma grezza, in una pressa per stampaggio. Nella pressa, uno strumento e la superficie dello stampo modellano il metallo nella forma desiderata. Punzonatura, tranciatura, piegatura, coniatura, goffratura e flangiatura sono tutte tecniche di stampaggio utilizzate per modellare il metallo.
Tipi di stampaggio di metalli
Esistono tre tipi principali di tecniche di stampaggio del metallo: progressivo, a quattro slitte e imbutitura profonda.
Stampaggio a stampo progressivo
Lo stampaggio a stampo progressivo presenta un numero di stazioni, ciascuna con una funzione unica.
Innanzitutto, il nastro metallico viene alimentato attraverso una pressa di stampaggio progressiva. La striscia si srotola costantemente da una bobina e nella pressa, dove ogni stazione dell'utensile esegue quindi un taglio, punzonatura o piegatura diversi. Le azioni di ogni stazione successiva si aggiungono al lavoro delle stazioni precedenti, risultando in una parte completata.
Un produttore potrebbe dover cambiare ripetutamente lo strumento su una singola pressa o occupare un numero di presse, ciascuna delle quali esegue un'azione richiesta per una parte completata. Anche utilizzando più presse, spesso erano necessari servizi di lavorazione secondaria per completare veramente una parte. Per questo motivo, lo stampaggio progressivo è la soluzione ideale per le parti metalliche con geometria complessa per soddisfare:
Stampaggio a quattro slitte
Fourslide, o multi-slide, prevede l'allineamento orizzontale e quattro diverse diapositive; in altre parole, quattro utensili vengono utilizzati contemporaneamente per modellare il pezzo. Questo processo consente tagli intricati e piegature complesse per sviluppare anche le parti più complesse.
Lo stampaggio di metalli Fourslide può offrire numerosi vantaggi rispetto allo stampaggio tradizionale della pressa che lo rendono una scelta ideale per molte applicazioni. Alcuni di questi vantaggi includono:
Come suggerisce il nome, un fourslide ha quattro diapositive, il che significa che è possibile utilizzare fino a quattro diversi strumenti, uno per diapositiva, per ottenere più piegature contemporaneamente. Quando il materiale entra in una slitta a quattro slitte, viene piegato in rapida successione da ciascun albero dotato di un utensile.
Stampaggio profondo
L'imbutitura profonda comporta l'estrazione di un pezzo grezzo di lamiera nello stampo tramite un punzone, formandolo in una forma. Il metodo è indicato come "imbutitura profonda" quando la profondità della parte imbutita supera il suo diametro. Questo tipo di formatura è ideale per la creazione di componenti che necessitano di diverse serie di diametri ed è un'alternativa economica ai processi di tornitura, che in genere richiedono l'utilizzo di più materie prime. Le applicazioni e i prodotti comuni realizzati con lo stampaggio profondo includono:
Stampaggio a breve termine
Lo stampaggio di metalli a breve termine richiede spese iniziali minime per gli utensili e può essere una soluzione ideale per prototipi o piccoli progetti. Dopo aver creato il pezzo grezzo, i produttori utilizzano una combinazione di componenti di utensili personalizzati e inserti per stampi per piegare, punzonare o forare la parte. Le operazioni di formatura personalizzate e le tirature più piccole possono comportare un addebito per pezzo più elevato, ma l'assenza di costi di attrezzaggio può rendere le tirature brevi più convenienti per molti progetti, in particolare quelli che richiedono tempi di consegna rapidi.
Processi di progettazione per stampaggio metalli
Lo stampaggio del metallo è un processo complesso che può includere una serie di processi di formatura del metallo: tranciatura, punzonatura, piegatura, perforazione e altro ancora. Tranciatura: questo processo riguarda il taglio del contorno ruvido o della forma del prodotto. Questa fase consiste nel ridurre al minimo ed evitare le sbavature, che possono far aumentare il costo del pezzo e prolungare i tempi di consegna. Il passo è dove si determina il diametro del foro, la geometria/conicità, la spaziatura tra bordo e foro e si inserisce il primo foro.
Piegatura: Quando si progettano le piegature nella parte metallica stampata, è importante prevedere materiale sufficiente: assicurarsi di progettare la parte e il suo pezzo grezzo in modo che ci sia materiale sufficiente per eseguire la piegatura. Alcuni fattori importanti da ricordare:
Se una curva viene eseguita troppo vicino al foro, può deformarsi.
Le tacche e le linguette, nonché le fessure, devono essere progettate con larghezze pari almeno a 1,5 volte lo spessore del materiale. Se rimpiccioliti, possono essere difficili da creare a causa della forza esercitata sui punzoni, che ne provoca la rottura.
Ogni angolo nel tuo progetto vuoto dovrebbe avere un raggio che sia almeno la metà dello spessore del materiale.
Per ridurre al minimo i casi e la gravità delle sbavature, evitare angoli acuti e ritagli complessi quando possibile. Quando tali fattori non possono essere evitati, assicurarsi di annotare la direzione delle sbavature nel progetto in modo che possano essere presi in considerazione durante lo stampaggio
Conio: Questa azione è quando i bordi di una parte metallica stampata vengono colpiti per appiattire o rompere la bava; questo può creare un bordo molto più liscio nell'area coniata della geometria della parte; questo può anche aggiungere ulteriore forza alle aree localizzate della parte e questo può essere utilizzato per evitare processi secondari come la sbavatura e la molatura. Alcuni fattori importanti da ricordare:


Stamping processing is a commonly used processing method, which is mainly used for processing metal and non-metal sheet metal parts. Stamping processing is generally carried out at room temperature, so it can also be called cold stamping.
PER SAPERNE DI PIÙ
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
PER SAPERNE DI PIÙ
The stamping method can be used to obtain workpieces with complex shapes and difficult processing, such as thin shell parts. The dimensional accuracy of the stamping parts is guaranteed by the mold, so the dimensions are stable and the interchangeability is good.
PER SAPERNE DI PIÙ
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
PER SAPERNE DI PIÙ
The mold structure used in stamping processing is generally more complicated, the production cycle is longer, and the cost is higher. Therefore, the use of stamping technology in single-piece and small-batch production is subject to certain restrictions. The stamping process is mostly used in batch and mass production.
PER SAPERNE DI PIÙ
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
PER SAPERNE DI PIÙ
The stamping process is a metal processing method, which is based on the plastic deformation of the metal, using the mold and stamping equipment to exert pressure on the sheet, so that the sheet is plastically deformed or separated, so as to obtain a certain shape, size and performance. parts (stamping parts).
PER SAPERNE DI PIÙ
Stamping is a method of forming and processing workpieces (stamping parts) of required shape and size by applying external force to plates, strips, pipes and profiles by presses and molds to cause plastic deformation or separation. Compared with castings and forgings, stamping parts have the characteristics of thinness, uniformity, lightness and strength. Stamping can produce workpieces with ribs, ribs, undulations or flanges that are difficult to manufacture by other methods to increase their rigidity.
PER SAPERNE DI PIÙ
Lo stampaggio di lamiere consiste nell'applicare una pressione esterna a vari materiali come lamiere, tubi metallici, barre metalliche, ecc. tramite presse idrauliche o meccaniche mediante stampi per stampaggio, in modo da deformare e separare i materiali metallici e ottenere un design del prodotto struttura che si adatta alla cavità dello stampo. Metodo di produzione.
PER SAPERNE DI PIÙ
Le parti stampate in lamiera sono ampiamente utilizzate in vari settori, adatte a una varietà di materiali in lamiera, tra cui principalmente: acciaio al carbonio, acciaio inossidabile, acciaio laminato a freddo, lega di alluminio, lega di rame, acciaio zincato, lega di titanio e così via. Lo stampaggio della lamiera non modifica le proprietà del materiale durante la lavorazione. Il materiale viene trasformato in prodotti di varie forme, dimensioni e proprietà attraverso la pressione, che è molto adatto per la fabbricazione di parti in lamiera di grandi dimensioni, con basso costo, alta efficienza e uniformità. genere e altre caratteristiche.
PER SAPERNE DI PIÙ
Lo stampaggio, chiamato anche pressatura, comporta il posizionamento di lamiere piatte, in bobina o in forma grezza, in una pressa per stampaggio. Nella pressa, uno strumento e la superficie dello stampo modellano il metallo nella forma desiderata. Punzonatura, tranciatura, piegatura, coniatura, goffratura e flangiatura sono tutte tecniche di stampaggio utilizzate per modellare il metallo.
PER SAPERNE DI PIÙ
Il processo di trasformazione dei fogli di metallo in una parte o componente utile è chiamato stampaggio lamiera. Il metallo viene immesso in una pressa, dove lo strumento di stampaggio, noto anche come stampo, crea la forma desiderata. Il dado viene premuto dentro o attraverso il metallo con una forza tremenda. La forza utilizzata nel processo è misurata in tonnellate.
PER SAPERNE DI PIÙ
Le parti di stampaggio di precisione sono ampiamente utilizzate, tra cui principalmente parti di strumenti e misuratori, parti IT, parti acustiche e della fotocamera, parti moderne per ufficio e hardware quotidiano. Questi prodotti di solito hanno funzioni diverse in diversi campi. Generalmente, lo spessore della materia prima può essere elaborato da 0,05 mm a 3,0 mm. Le materie prime sono: rame al berillio (trattamento termico richiesto), rame fosforoso, rame, ottone, acciaio inossidabile, ferro, alluminio, ecc. Per svolgere diverse funzioni meccaniche, i prodotti stampati possono essere sottoposti a trattamenti superficiali. Ad esempio: galvanica, annodizzazione, passivazione, trattamento termico e così via.
PER SAPERNE DI PIÙ
Le parti stampate in lamiera sono componenti metallici lavorati tramite stampaggio. Questo ha trasformato le lamiere in parti stampate durevoli. Durante il processo, le lamiere vengono formate secondo le forme desiderate. Tuttavia, lo stampaggio della lamiera viene eseguito con una tecnica di formatura a freddo. A differenza di altre lavorazioni in lamiera, anche senza utilizzare il calore, i componenti possono apparire caldi a causa dell'attrito prodotto tra lo stampo e il metallo. Abbiamo utilizzato anche materiali come acciaio inossidabile, alluminio, titanio, ottone, rame, acciaio a basso/alto tenore di carbonio e leghe di nichel. Tutti sono rigorosamente controllati prima dell'inizio della produzione.
PER SAPERNE DI PIÙ
Lo stampaggio dei metalli è un processo di formatura a freddo che utilizza stampi e presse per lo stampaggio per trasformare la lamiera in diverse forme. Pezzi di lamiera piatta, generalmente indicati come grezzi, vengono inseriti in una pressa per stampaggio di lamiere che utilizza uno strumento e una superficie dello stampo per dare al metallo una nuova forma. Gli impianti di produzione e i fabbricanti di metalli che offrono servizi di stampaggio collocheranno il materiale da stampare tra le sezioni dello stampo, dove l'uso della pressione modellerà e taglierà il materiale nella forma finale desiderata per il prodotto o il componente.
PER SAPERNE DI PIÙ
Lo stampaggio di lamiere è un processo di produzione ad alta velocità a basso costo che produce un volume elevato di componenti metallici identici, che ha contribuito in modo importante a molte applicazioni industriali come veicoli, attrezzature, elettronica, elettrodomestici, strumenti e molto altro ancora. Ad esempio, lo stampaggio di lamiere fornisce un gran numero di parti di macchine all'ingrosso per l'industria meccanica.
PER SAPERNE DI PIÙ
Le parti stampate in lamiera sono componenti metallici lavorati tramite stampaggio. Questo ha trasformato le lamiere in parti stampate durevoli. Durante il processo, le lamiere vengono formate secondo le forme desiderate. Per le vostre esigenze di parti stampate, la nostra linea completa di parti stampate in lamiera è una buona scelta per hardware, industria medica, automobilistica, energia rinnovabile, miglioramento residenziale, industriale, aerospaziale, e più industrie.
PER SAPERNE DI PIÙ
Lo stampaggio consiste nella compressione di un metallo specifico tra due stampi. Esistono due tipi di timbratura: la timbratura progressiva e la stampa a percussione. Lo stampaggio lamiera ottiene particolari per un'ampia gamma di settori: elettrodomestici, telecomunicazioni, automotive, ferramenta, macchinari industriali, arredamento e mobili per la casa, componenti elettrici….
PER SAPERNE DI PIÙ
Lo stampaggio del metallo è un processo che trasforma il metallo piatto in varie forme. Il metodo di produzione presenta vantaggi, tra cui alta precisione, efficienza, efficienza dei costi, tolleranza ristretta. Papler Industry offre ai clienti soluzioni personalizzate in base alle dimensioni, alla complessità e al volume delle parti stampate in metallo.
PER SAPERNE DI PIÙ
Dai sistemi di erogazione del carburante ai componenti degli airbag, le parti metalliche stampate si trovano in quasi tutti i sistemi di veicoli automobilistici. Ciò che unisce queste parti metalliche stampate disparate nell'industria automobilistica è l'attenzione alla qualità, una qualità che solo gli specialisti dello stampaggio dei metalli come Papler Industry Co.,Ltd possono garantire.
PER SAPERNE DI PIÙ
Lo stampaggio dell'alluminio viene eseguito per soddisfare i severi requisiti relativi alla riduzione del peso del veicolo. Questa tecnologia è efficace nell'affrontare l'impatto sul consumo di carburante e i dannosi effetti serra delle emissioni di anidride carbonica.
PER SAPERNE DI PIÙ
Lo stampaggio di metalli ad alta precisione è un processo di produzione che utilizza uno strumento personalizzato e un set di matrici installati in una pressa per stampaggio per trasformare la lamiera nei componenti desiderati. Viene utilizzato in un'ampia gamma di settori per creare grandi quantità di parti e prodotti con elevata precisione, accuratezza e velocità.
PER SAPERNE DI PIÙ
Lo stampaggio della lamiera è un modo pratico ed efficace per soddisfare la crescente domanda di risparmio di carburante nell'industria automobilistica. Lo stampaggio della lamiera può essere utilizzato per fabbricare gran parte della carrozzeria di un'automobile, comprese portiere, cofani e coperchi del bagagliaio. Lo stampaggio della lamiera Elaborazione di parti di carrozzeria resistenti che aiutano un veicolo a soddisfare gli standard di efficienza del carburante.
PER SAPERNE DI PIÙ
Le ampie capacità di Papler Industry Co., Ltd nello stampaggio di metalli di precisione spesso ci consentono di fornire soluzioni innovative per i requisiti di stampaggio dei metalli dei nostri clienti. Forniamo regolarmente prodotti uniformi per le applicazioni più esigenti. I nostri clienti dipendono da noi per fornire prodotti di micro stampaggio con tolleranze ultra strette, geometrie complesse delle parti, materiali speciali e operazioni di assemblaggio in-die.
PER SAPERNE DI PIÙ
Papler Industry Co., Ltd Il servizio di stampaggio di lamiere personalizzato fornisce stampi e tecniche di stampaggio di metalli per produrre parti specificate dal cliente. Papler Industry Co., Ltd è in grado di offrire una vasta gamma di parti e componenti industriali e applicativi che impiegano stampi per stampaggio personalizzati per soddisfare le esigenze di produzione ad alto volume e garantire che tutte le parti soddisfino le specifiche esatte.
PER SAPERNE DI PIÙ
Lo stampaggio della lamiera è un processo di formatura a freddo che utilizza stampi e presse per stampaggio per modellare la lamiera in varie forme. Pezzi di lamiera piatta, generalmente indicati come grezzi, vengono inseriti in una pressa per stampaggio lamiera che utilizza uno strumento e la superficie degli stampi per trasformare il metallo in una nuova forma. Il materiale viene posizionato per essere stampato tra le sezioni dello stampo, dove l'uso della pressione formerà e taglierà il materiale nella forma finale desiderata per il prodotto o il componente.
PER SAPERNE DI PIÙ
Lo stampaggio di metalli è un processo di produzione in cui bobine o fogli piatti di materiale vengono formati in forme specifiche. Lo stampaggio comprende molteplici tecniche di formatura come tranciatura, punzonatura, goffratura e stampaggio progressivo, per citarne solo alcune. Le parti utilizzano una combinazione di queste tecniche o indipendentemente, a seconda della complessità del pezzo.
PER SAPERNE DI PIÙ
Lo stampaggio di precisione dei metalli è un processo di formatura a freddo che utilizza stampi e presse per stampaggio per trasformare la lamiera in diverse forme. Pezzi di lamiera piatta, generalmente indicati come grezzi, vengono inseriti in una pressa per stampaggio di lamiere che utilizza uno strumento e una superficie dello stampo per dare al metallo una nuova forma. Gli impianti di produzione e i fabbricanti di metalli che offrono servizi di stampaggio collocheranno il materiale da stampare tra le sezioni dello stampo, dove l'uso della pressione modellerà e taglierà il materiale nella forma finale desiderata per il prodotto o il componente.
PER SAPERNE DI PIÙ
Lo stampaggio dei metalli è un processo di produzione utilizzato per convertire lamiere piatte in forme specifiche. È un processo complesso che può includere una serie di tecniche di formatura del metallo: tranciatura, punzonatura, piegatura e perforazione, solo per citarne alcune, stampaggio di metalli a breve termine, stampaggio di precisione, stampaggio progressivo di metalli.
PER SAPERNE DI PIÙ
Le rondelle spessorate per stampaggio in metallo, spesso denominate spessori, sono rondelle sottili progettate per essere impilate sotto la testa di una vite per creare distanziatori estremamente precisi in una serie di applicazioni. Sono comunemente usati per garantire che una superficie sia piana o per rimuovere lo spazio in eccesso per giocare all'interno di un meccanismo, concentrandosi su varie parti in lamiera.
PER SAPERNE DI PIÙ
Lo stampaggio, chiamato anche pressatura, comporta il posizionamento di lamiere piatte, in bobina o in forma grezza, in una pressa per stampaggio. Nella pressa, uno strumento e la superficie dello stampo modellano il metallo nella forma desiderata. Punzonatura, tranciatura, piegatura, coniatura, goffratura e flangiatura sono tutte tecniche di stampaggio utilizzate per modellare il metallo.
PER SAPERNE DI PIÙ
Lo stampaggio del metallo è un processo complesso che può includere una serie di processi di stampaggio di parti metalliche: tranciatura, punzonatura, piegatura e perforazione e altro ancora.
PER SAPERNE DI PIÙ
Lo stampaggio di metalli è un processo di produzione utilizzato per convertire lamiere piatte in parti di lamiera stampate a forma specifica. È un processo complesso che può includere una serie di tecniche di formatura del metallo: tranciatura, punzonatura, piegatura e perforazione.
PER SAPERNE DI PIÙ
Gli involucri in lamiera sono progettati per contenere o proteggere altri oggetti o apparecchiature e richiedono tutti l'esperienza di un produttore di lamiere di precisione per essere fabbricati correttamente. Ciò è particolarmente vero per gli involucri destinati all'uso in settori altamente regolamentati, come quello medico, energetico, della ristorazione, militare o aerospaziale.
PER SAPERNE DI PIÙ
In qualità di leader nello stampaggio dei metalli, le nostre parti metalliche stampate personalizzate producono una varietà di componenti. I nostri clienti si affidano ai nostri esperti servizi di progettazione e sviluppo. Creiamo una gamma di componenti metallici di tutte le dimensioni, da semplici a intricati. Forniamo assistenza e supporto ai nostri clienti durante l'intero processo, dallo sviluppo del prototipo fino alla produzione di grandi volumi. Siamo in grado di elaborare ordini fino a 50 milioni di pezzi.
PER SAPERNE DI PIÙ
Lo stampaggio di metalli è un processo di produzione in cui bobine o fogli piatti di materiale vengono formati in forme specifiche. Lo stampaggio comprende molteplici tecniche di formatura come tranciatura, punzonatura, goffratura e stampaggio di metalli a imbutitura profonda, per citarne solo alcune.
PER SAPERNE DI PIÙ
Processo di produzione di stampi per stampaggio, bobine o fogli vuoti vengono inseriti in una pressa per stampaggio che utilizza strumenti e stampi per formare caratteristiche e superfici nel metallo.
PER SAPERNE DI PIÙ
La parte stampata in metallo è un modo eccellente per produrre in serie varie parti complesse, dai pannelli delle portiere e dagli ingranaggi delle automobili ai piccoli componenti elettrici utilizzati nei telefoni e nei computer. I processi di stampaggio sono ampiamente adottati nei settori automobilistico, industriale, dell'illuminazione, medico e di altro tipo.
PER SAPERNE DI PIÙ CONTATTACI
CONTATTACI Indirizzo : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Indirizzo : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mail : roger@ppl2009.com
E-mail : roger@ppl2009.com


 IPv6 RETE SUPPORTATA
IPv6 RETE SUPPORTATA