Il processo di pressofusione prevede l'iniezione di metallo fuso con punti di fusione bassi come zinco e alluminio nello stampo di pressofusione e il suo raffreddamento. A seconda del punto di fusione, avviene con due diversi meccanismi (colata a camera calda ea camera fredda), ed è adatto alla realizzazione di parti in lamiera semplici e complesse.
Leghe per pressofusione
La maggior parte delle leghe utilizzate nella pressofusione sono non ferrose con forti proprietà meccaniche. La porzione non ferrosa è responsabile del basso punto di fusione in accordo con le forti proprietà meccaniche. Il tipo di proprietà necessarie dipende dal materiale su cui si lavora. Di conseguenza, non vi è alcuna limitazione nella scelta di un materiale. Tuttavia, di seguito sono riportate le diverse leghe popolari:
· Pressofusione in lega di alluminio
Le leghe di alluminio hanno proprietà uniche, che le rendono applicabili nella realizzazione di un'ampia gamma di prodotti. Da un lato, la lega di alluminio 380.0 è il materiale più comune nella pressofusione grazie alle sue proprietà uniche. Altre leghe includono le leghe di alluminio 360, 390 e 413. È possibile utilizzare le leghe di alluminio per i seguenti motivi:
· Pressofusione in lega di zinco
Le leghe di zinco hanno un'incredibile forza, tenacità, compattezza, prestazioni e convenienza. Di conseguenza, sono una parte importante del processo di pressofusione, con proprietà che rivaleggiano e superano altre leghe come alluminio, magnesio e bronzo.
Ci sono molte leghe di zinco che puoi usare. Tuttavia, i comuni materiali di zinco pressofuso sono Zamak #2, #3, #5, #7, ZA8 e ZA27, noti per le seguenti proprietà:
· Pressofusione di magnesio
Il magnesio è un altro materiale utilizzato per la pressofusione. Ha molte leghe, ma la più comune è l'AZ91D, nota per la sua tenacità, durata, leggerezza e buona colabilità. È il 75% più leggero dell'acciaio e il 33% più leggero dell'alluminio senza perdita di resistenza. La maggior parte degli appassionati preferisce il magnesio in quanto è migliore per fusioni complesse con tolleranze ristrette e ha una migliore resistenza alla corrosione.
· Altre leghe
Altre leghe adatte alla realizzazione di parti pressofuse includono bronzo, ottone, piombo e stagno.
Lo stagno è il primo materiale utilizzato nella pressofusione per la sua elevata fluidità. Ha un basso punto di fusione e lascia poca o nessuna usura sugli stampi.
Il bronzo (bronzo bianco) è il giusto materiale pressofuso utilizzato nell'industria della gioielleria. Ha un colore simile all'oro bianco e alle leghe di acciaio inossidabile, ma è adatto per la pressofusione grazie al suo basso punto di fusione.
Opzioni di finitura superficiale per parti pressofuse
Il pressofuso deve avere una buona finitura superficiale che promuova la durata, la protezione o l'effetto estetico. Esistono diverse opzioni di finitura che puoi utilizzare per le parti pressofuse. Tuttavia, le scelte si basano sulla dimensione delle parti fuse e sulla lega che stai utilizzando.
La verniciatura è la tecnica di finitura superficiale più comune ideale per molti materiali. Può essere per ulteriore protezione o scopo estetico.
Il processo prevede l'applicazione di lacche, vernici o smalti con particolare attenzione al metallo utilizzato. Prima dell'aggiunta, pulire la superficie del metallo per rimuovere impurità come l'olio (questo aiuta anche l'adesione), aggiungere una vernice sottostante (primer) e la vernice primaria.
La verniciatura a polvere è un'altra finitura decorativa comune che puoi utilizzare per la tua parte pressofusa. Implica l'applicazione di particelle cariche sulla superficie della parte pressofusa. Questo processo è ideale in quanto nasconde piccoli difetti sulla superficie pressofusa, ha un migliore controllo dello spessore ed è uniforme. Di conseguenza, il prodotto diventa durevole, duro, altamente anticorrosivo e antigraffio al completamento del processo. La verniciatura a polvere è rispettosa dell'ambiente in quanto non produce materiale tossico pericoloso
Questa tecnica di finitura superficiale conferisce al cast un aspetto antico ed è applicabile principalmente alla fusione di zinco. La colata viene galvanizzata con rame o altre leghe e poi ricoperta con un componente colorato come il solfuro di rame. La colata viene alleggerita (ovvero rimuovendo alcuni strati colorati per dare successivamente del rame sottostante) e poi trattata per evitare l'appannamento.
Il rivestimento ceramico è un processo decorativo e comporta l'aggiunta di ceramica nella sua forma di soluzione all'esterno di una parte. Il processo produce uno strato sottile simile all'anodizzazione. Di conseguenza, le procedure di preparazione della superficie sono importanti prima delle loro applicazioni.
La placcatura può essere un processo elettrolitico o galvanico ed è un metodo adatto ed economico per la finitura della pressofusione. Come opzione di rivestimento ceramico, lo strato di finitura è sottile. Pertanto, è necessaria una procedura di preparazione della superficie prima di utilizzarla.
La placcatura chimica utilizza sostanze chimiche anziché elettricità per placcare una parte pressofusa. La parte pressofusa viene posta in un prodotto chimico con proprietà riducenti. Quando catalizzata da altri minerali, la sostanza chimica si deposita sullo stampolancio. La galvanica è simile. Tuttavia, invece di essere catalizzata dai minerali, la catalisi avviene facendo passare una corrente attraverso l'elettrolita. Entrambi i metodi sono ideali per scopi estetici. Anche se alcuni appassionati di lamiera lo usano per migliorare la conduttività di alcune parti.


La pressofusione di alluminio è una sorta di parti di pressofusione, attraverso la macchina per pressofusione del macchinario per pressofusione dello stampo di colata, il calore dell'alluminio liquido o della lega di alluminio versato nell'ingresso della macchina per pressofusione, attraverso la pressofusione della macchina per pressofusione, fondendo lo stampo per limitare la forma e le dimensioni delle parti in alluminio o delle parti in alluminio, tali parti sono generalmente chiamate pressofusione di alluminio.
PER SAPERNE DI PIÙ
Il processo di pressofusione è un processo di produzione in cui il metallo fuso viene versato o forzato in stampi in acciaio. Gli stampi, detti anche utensili o matrici, vengono creati utilizzando l'acciaio e sono progettati appositamente per ogni progetto. Ciò consente di creare ogni componente con precisione e ripetibilità. Alluminio, zinco e magnesio sono le leghe per pressofusione più comunemente utilizzate.
PER SAPERNE DI PIÙ
La pressofusione è un processo di fusione del metallo caratterizzato dalla forzatura del metallo fuso ad alta pressione in una cavità dello stampo. La cavità dello stampo viene creata utilizzando due stampi in acciaio per utensili temprato che sono stati lavorati a macchina e lavorano in modo simile a uno stampo a iniezione durante il processo. La maggior parte delle pressofusioni sono realizzate con metalli non ferrosi, in particolare zinco, rame, alluminio, magnesio, piombo, peltro e leghe a base di stagno. A seconda del tipo di metallo da colare, viene utilizzata una macchina a camera calda o fredda.
PER SAPERNE DI PIÙ
Colata a pressione un processo di colata automatizzato in cui il fuso liquido viene pressato in uno stampo ad alta pressione (da 150 a 1200 bar) e ad un'elevata velocità di riempimento (fino a 540 km/h). Di solito vengono utilizzate leghe con un basso punto di fusione. Questo processo di colata a pressione è particolarmente adatto per la produzione in serie e in serie di componenti perché, a differenza della colata in sabbia, ad esempio, vengono utilizzati stampi metallici permanenti che non devono essere distrutti dopo la colata. È possibile produrre componenti grandi e complessi con spessori di parete ridotti.
PER SAPERNE DI PIÙ
La pressofusione è uno dei processi di formatura più economici e rapidi. I vantaggi di questo processo di produzione sono che centinaia di migliaia di fusioni possono essere prodotte in tempi relativamente brevi utilizzando un solo stampo. Tutti i componenti prodotti hanno una qualità uniforme e comportano costi unitari relativamente bassi. A seconda del punto di fusione del metallo, scegli la pressofusione ad alta o bassa pressione.
PER SAPERNE DI PIÙ
La pressofusione è un processo di produzione estremamente popolare per la creazione di prodotti in metallo. Le parti pressofuse producono pezzi uniformi di alta qualità che possono essere creati praticamente in qualsiasi dimensione, geometria della parte, struttura della superficie o finitura. Possono richiedere processi secondari minimi poiché molte caratteristiche possono essere integrate nel design come borchie, cerniere, fori e sporgenze, solo per citarne alcuni.
PER SAPERNE DI PIÙ
Il processo di pressofusione prevede l'iniezione di metallo fuso con punti di fusione bassi come zinco e alluminio nello stampo di pressofusione e il suo raffreddamento. A seconda del punto di fusione, avviene con due diversi meccanismi (colata a camera calda ea camera fredda), ed è adatto alla realizzazione di parti in lamiera semplici e complesse.
PER SAPERNE DI PIÙ
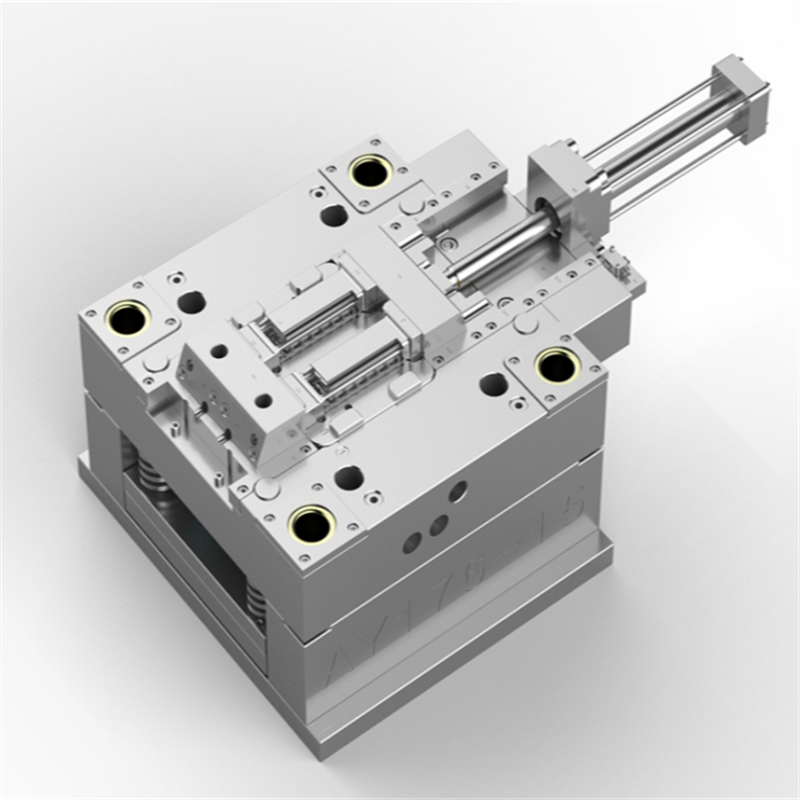
La pressofusione è composta da tre elementi: la lega, la materia prima, una macchina per pressofusione e lo stampo. È un processo per iniettare la lega fusa (fusione) nello stampo ad alta pressione, che si dice sia la più breve dalla materia prima al prodotto. Sulla macchina di pressofusione sono montate due semistampi, fisso e mobile; quando il fuso iniettato si solidifica rapidamente, lo stampo mobile si apre e il getto viene estratto. Poiché consente una produzione in serie di parti a configurazione complessa, aventi 1) dimensione precisa, 2) finitura accurata, 3) superficie fine e 4) resistenza eccellente; il suo merito è molto apprezzato, svolgendo un ruolo importante nell'industria della lavorazione dei metalli.
PER SAPERNE DI PIÙ
La pressofusione di alluminio è il metodo preferito per molti prodotti automobilistici, industriali e per le telecomunicazioni. Viene spesso utilizzato anche per produrre componenti elettrici, idraulici e di illuminazione. Se desideri saperne di più sul processo di pressofusione di alluminio ad alta pressione e desideri un aiuto per decidere se è la scelta giusta per la tua applicazione, non esitare a consultarci sul tuo progetto personalizzato e possiamo firmare un NDA con voi.
PER SAPERNE DI PIÙ
La pressofusione di alluminio viene utilizzata per molte applicazioni industriali, ad esempio nell'industria automobilistica, le applicazioni includono ruote, blocchi cilindri e testate, pistoni, cilindri dei freni e bracci delle sospensioni. Si prevede che la sostituzione dei componenti in fusione di alluminio con getti ferrosi nel settore automobilistico continuerà a crescere poiché le case automobilistiche continuano a cercare opportunità per ridurre il peso del veicolo.
PER SAPERNE DI PIÙ
Papler Industry Co., Ltd ha la capacità di lavorare con una varietà di fusione a cera persa in acciaio inossidabile, fornendo parti ad alta resistenza e resistenti alla corrosione. I nostri servizi di fusione a cera persa in acciaio inossidabile sono stati utilizzati per progetti di trasporto, armi da fuoco, elettricità, industria degli utensili e altro ancora. Perfezioniamo i nostri metodi da decenni e siamo una delle fonderie di microfusione di acciaio inossidabile più affidabili del settore.
PER SAPERNE DI PIÙ
La pressofusione è il processo di produzione preferito quando si producono volumi elevati di parti metalliche relativamente complesse ed è ampiamente utilizzato per la sua versatilità, affidabilità e precisione. La pressofusione elimina tutte o la maggior parte delle operazioni secondarie necessarie per realizzare una parte metallica; tuttavia, la post-lavorazione è comune per soddisfare tolleranze critiche per la funzione più strette. Le parti pressofuse possono anche essere post-elaborate in qualsiasi finitura possibile per le rispettive controparti lavorate a CNC.
PER SAPERNE DI PIÙ
La pressofusione è un aspetto fiorente dell'industria della fabbricazione dei metalli. È un metodo provato, testato e collaudato che favorisce una produzione snella e di alta qualità. Non solo è un modo conveniente per produrre parti e componenti metallici personalizzati, ma consente anche di creare forme nette complesse e caratteristiche interne complesse. Se sei interessato a saperne di più sui nostri servizi di leghe per pressofusione, contatta Papler Industry Co., Ltd per ottenere un preventivo gratuito sul tuo progetto.
PER SAPERNE DI PIÙ
Uno dei vantaggi più significativi dell'alluminio pressofuso è che crea parti più leggere, con più opzioni di finitura superficiale rispetto ad altre leghe pressofuse. L'alluminio resiste anche alle temperature di esercizio più elevate di tutte le leghe pressofuse. Inoltre, l'alluminio pressofuso è versatile, resistente alla corrosione; mantiene un'elevata stabilità dimensionale con pareti sottili e può essere utilizzato in quasi tutti i settori.
PER SAPERNE DI PIÙ
La pressofusione di leghe di alluminio è essenziale per promuovere attività commerciali in molti settori. Questo è possibile perché le parti realizzate tramite pressofusione sono versatili e possono essere utilizzate per fare molte cose redditizie. Ad esempio, è possibile utilizzare parti pressofuse per realizzare automobili, strumenti medici, strumenti militari e armi da fuoco, apparecchiature per le telecomunicazioni, prodotti elettrici e molte altre cose.
PER SAPERNE DI PIÙ
Alla Papler Industry Co., Ltd, ogni componente che produciamo è progettato e progettato su misura in base alle specifiche esatte dei nostri clienti. Il volume di produzione per ogni pezzo che produciamo può variare da diverse centinaia a diverse centinaia di migliaia di pezzi pressofusi. Contattaci per saperne di più sulle nostre offerte di servizi di pressofusione personalizzati.
PER SAPERNE DI PIÙ
Non esiste un singolo processo che possa adattarsi a ogni progetto. Ogni progetto di stampo per pressofusione è diverso, motivo per cui Papler Industry Co., Ltd offre molteplici soluzioni per tutte le esigenze di pressofusione. Ciò garantisce che venga sempre utilizzato il processo giusto per la giusta applicazione.
PER SAPERNE DI PIÙ
Papler Industry Co., Ltd ha il vantaggio di produrre radiatori in alluminio pressofuso automatico, alta qualità e basso prezzo. Al fine di soddisfare le elevate aspettative dei clienti, ora disponiamo di uno staff solido per fornirti la migliore assistenza completa. Stabilire una buona e duratura collaborazione con voi in futuro!
PER SAPERNE DI PIÙ
Il processo di pressofusione dell'alluminio è un metodo altamente efficiente ed economico per produrre parti di alta qualità. Parti intricate e geometricamente complesse con design unici possono essere facilmente prodotte in serie. Il fulcro del processo prevede la progettazione di uno stampo o stampo riutilizzabile fuso in acciaio.
PER SAPERNE DI PIÙ
La pressofusione è il processo di produzione preferito per grandi serie di parti metalliche complesse a causa della sua affidabilità, precisione e versatilità. Sia il metodo di pressofusione a camera fredda che quello a camera calda seguono lo stesso approccio generale, ma differiscono nella configurazione dei macchinari e nella consegna del metallo fuso. La scelta del metodo giusto dipenderà dal fatto che il progetto sia uno sviluppo di una sola volta, dall'applicazione della parte e da quale metallo soddisferà le esigenze del produttore.
PER SAPERNE DI PIÙ
La pressofusione è un processo versatile, efficiente ed economico per la produzione di parti metalliche ingegnerizzate. La pressofusione offre una gamma più ampia di forme e componenti rispetto a qualsiasi altra tecnica di produzione. Il processo di pressofusione richiede uno stampo in acciaio. Questi stampi in acciaio riutilizzabili, chiamati stampi, possono essere progettati per produrre forme complesse con un alto grado di precisione e ripetibilità. Gli stampi sono montati in una macchina che inietta il metallo fuso negli stampi ad alta pressione. Una volta che il metallo fuso si è solidificato, lo stampo viene aperto e il getto viene espulso dallo stampo. Lo stampo viene quindi chiuso e il processo ricomincia.
PER SAPERNE DI PIÙ
La pressofusione è un processo di produzione comunemente utilizzato per la produzione di parti in alluminio con superficie accuratamente dimensionata, nettamente definita, liscia o ruvida. Si ottiene pressando l'alluminio fuso ad alta pressione in stampi di pressofusione di alluminio riutilizzabili.
PER SAPERNE DI PIÙ
La pressofusione è un processo di pressofusione di produzione di metalli ad alta pressione che forza il metallo fuso in una cavità dello stampo (noto anche come strumento o attrezzatura). La cavità dello stampo è costituita da due matrici in acciaio per utensili temprato. Viene utilizzata una macchina a camera calda o fredda basata sul metallo fuso. Offriamo servizi di pressofusione in una varietà di materiali che producono forme accurate e complesse. La pressofusione può produrre una vasta gamma di parti con finitura perfetta e dettagli sorprendenti.
PER SAPERNE DI PIÙ
La lega di alluminio è stata il materiale più ampio utilizzato nella progettazione di parti pressofuse a led per l'alloggiamento della luce. Ciò non sorprende, in quanto presenta molti vantaggi, come un buon rilascio di calore, forte, elevato rapporto luce-peso, estetica, durata e caratteristiche di riciclaggio. Queste caratteristiche lo rendono un'opzione ideale per il materiale dell'alloggiamento della luce a Led.
PER SAPERNE DI PIÙ
L'alloggiamento pressofuso è un processo di creazione ad alto volume. Lo è in misura limitata poiché l'alloggiamento pressofuso è una procedura produttiva e conservativa che offre una gamma più ampia di parti praticamente in ogni campo tecnico.
PER SAPERNE DI PIÙ
La piccola pressofusione di alluminio viene utilizzata frequentemente nell'industria automobilistica come alternativa durevole e leggera all'acciaio e al ferro. Le sue proprietà di conduttività elettrica e termica lo rendono adatto per le industrie delle telecomunicazioni e dei computer. La sua leggerezza lo rende una scelta eccellente per le applicazioni portatili.
PER SAPERNE DI PIÙ
La pressofusione di alluminio è un processo di produzione per la produzione di parti pressofuse in alluminio accuratamente dimensionate, ben definite, lisce o con superficie ruvida attraverso l'uso di stampi riutilizzabili, chiamati stampi. Il processo di pressofusione dell'alluminio prevede l'uso di un forno, una lega di alluminio, una macchina per pressofusione e uno stampo.
PER SAPERNE DI PIÙ
Per soddisfare le diverse esigenze dell'industria, siamo impegnati a offrire un'eccellente gamma di alloggiamenti per luci a LED in alluminio pressofuso. Oltre ai nostri prodotti offerti, possiamo fornire nuovi/diversi design di alloggiamenti per luci LED in alluminio pressofuso, nonché secondo le esigenze dell'acquirente.
PER SAPERNE DI PIÙ
Papler Industry Co., Ltd ha una vasta esperienza nel settore, comprese le parti del motore in fusione, le parti della trasmissione, le parti delle sospensioni e altro ancora. La pressofusione automobilistica è in grado di tolleranze strette e superfici lisce, rispettando programmi di produzione rapidi ed economici. Dalla preparazione e manipolazione dello stampo iniziale alla lavorazione e al collaudo di alta precisione, i nostri servizi di pressofusione ad alta pressione sono ideali per l'industria automobilistica.
PER SAPERNE DI PIÙ
La pressofusione sta diventando uno dei metodi di produzione più affidabili. La pressofusione viene utilizzata nella produzione di una vasta gamma di prodotti che possono essere trovati in quasi tutti i settori o settori verticali a cui si possa pensare. Naturalmente, come con altri processi di pressofusione di metalli, i prodotti pressofusi saranno buoni solo quanto i metalli utilizzati nella loro produzione. I metalli di base influiranno sulla qualità complessiva, sulla durata e sull'aspetto estetico del prodotto finito.
PER SAPERNE DI PIÙ
Papler Industry Co., Ltd ha due processi di fusione dei metalli per la produzione di parti automobilistiche. Quello è il processo di pressofusione. A seconda della pressione applicata, esistono 2 tipi di processi di pressofusione: pressofusione ad alta pressione e pressofusione a bassa pressione. Utilizzando il processo di pressofusione del metallo, possiamo produrre quasi tutti i ricambi auto in alluminio, come blocco motore, testata, pistone, biella, alloggiamento della trasmissione, mozzo della ruota, alloggiamento della pompa, alloggiamento del carburatore, coperchio della valvola, alloggiamento dell'unità di sterzo, alloggiamento della frizione , eccetera.
PER SAPERNE DI PIÙ
La pressofusione è un modo economico per produrre grandi quantità di prodotti dalle forme complicate in metalli leggeri con elevata precisione. I metalli fusi vengono introdotti ad alta velocità nello stampo o stampo metallico raffreddato ad acqua attraverso un processo di iniezione. Il metallo fuso si trasforma in un solido a contatto con l'acqua fredda.
PER SAPERNE DI PIÙ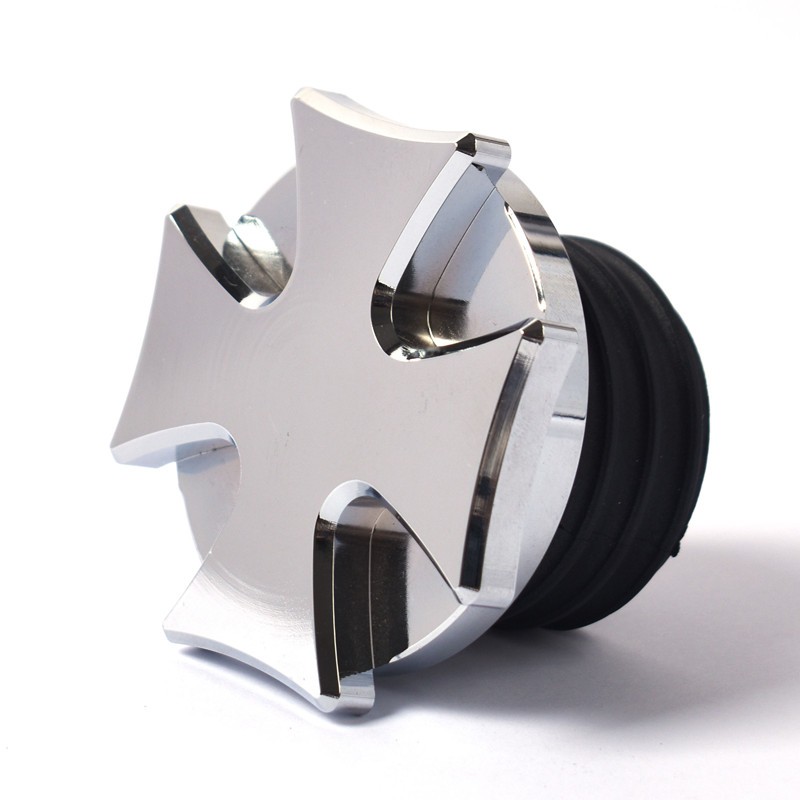
La pressofusione comporta la compressione del metallo fuso in una cavità dello stampo ad alta pressione e quindi il mantenimento del metallo sotto pressione durante la solidificazione. La pressione viene applicata dall'azione di un pistone idraulico che inietta il metallo fuso attraverso uno stampo in acciaio e nello stampo. La colata di metallo viene rimossa dallo stampo dopo la solidificazione e il processo viene ripetuto utilizzando lo stesso stampo permanente. Il processo è adatto a velocità di produzione molto elevate a causa della rapida velocità di solidificazione del getto. Molte leghe di alluminio e magnesio vengono fuse con questo metodo.
PER SAPERNE DI PIÙ
La pressofusione è un metodo di fusione consolidato, particolarmente adatto per la produzione completamente automatica, ad alta produttività e ad alto volume di parti complesse di forma quasi netta con pesi delle parti che vanno da pochi grammi a oltre 15 kg.
PER SAPERNE DI PIÙ
La pressofusione di alluminio ha dimostrato di essere un metodo ideale per creare alloggiamenti led per vari componenti di parti con una varietà di materiali. Le numerose proprietà dell'alluminio lo rendono un metallo ideale per i progetti di pressofusione. Gli alloggiamenti personalizzati in alluminio pressofuso sono preziosi, unici e inevitabili nell'industria leggera.
PER SAPERNE DI PIÙ
La punta dello stantuffo è un elemento critico del processo di pressofusione dell'alluminio. Il suo funzionamento di successo dipende da una serie di fattori, il più importante è la sua efficiente interazione con una manica rotonda, diritta, termicamente e quindi dimensionalmente stabile.
PER SAPERNE DI PIÙ
Il bossolo è un elemento critico del processo di pressofusione dell'alluminio. Per la massima produttività - e anche la massima durata operativa sia per la boccola per pallini che per la punta dello stantuffo - lo stantuffo deve muoversi uniformemente e a una velocità costante attraverso una boccola per pallini perfettamente arrotondata e diritta.
PER SAPERNE DI PIÙ
Per aumentare il rapporto forza/peso della colata, la colata deve essere trattata termicamente. La temperatura del trattamento termico potrebbe arrivare fino a 400ºC e per un massimo di 24 ore. L'aria intrappolata all'interno potrebbe espandersi e causare bolle durante il trattamento termico, specialmente per le leghe di alluminio.
PER SAPERNE DI PIÙ
Uno dei metalli più versatili, l'alluminio e le sue leghe hanno guadagnato importanza in innumerevoli applicazioni. Il mercato delle leghe di alluminio è tra i metalli non ferrosi più utilizzati nelle applicazioni ingegneristiche grazie alle eccellenti proprietà fisiche. Una popolazione urbana in rapida crescita ha aumentato la domanda di materiali da costruzione avanzati per lo sviluppo di edifici residenziali e commerciali, nonché altre infrastrutture come ponti e cavalcavia.
PER SAPERNE DI PIÙ CONTATTACI
CONTATTACI Indirizzo : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Indirizzo : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mail : roger@ppl2009.com
E-mail : roger@ppl2009.com


 IPv6 RETE SUPPORTATA
IPv6 RETE SUPPORTATA