
Papler Industry Co., Ltd utilizza uno stampaggio ad iniezione rapido un processo guidato dalla tecnologia che sfrutta l'automazione della produzione. I modelli CAD vengono inviati direttamente al piano di produzione dove inizia la fresatura degli stampi, ma nella maggior parte dei casi gli stampi sono fabbricati in alluminio, non in acciaio. Ciò consente una lavorazione più rapida ed economica rispetto ai tradizionali stampi in acciaio.
Attrezzature per lo stampaggio ad iniezione
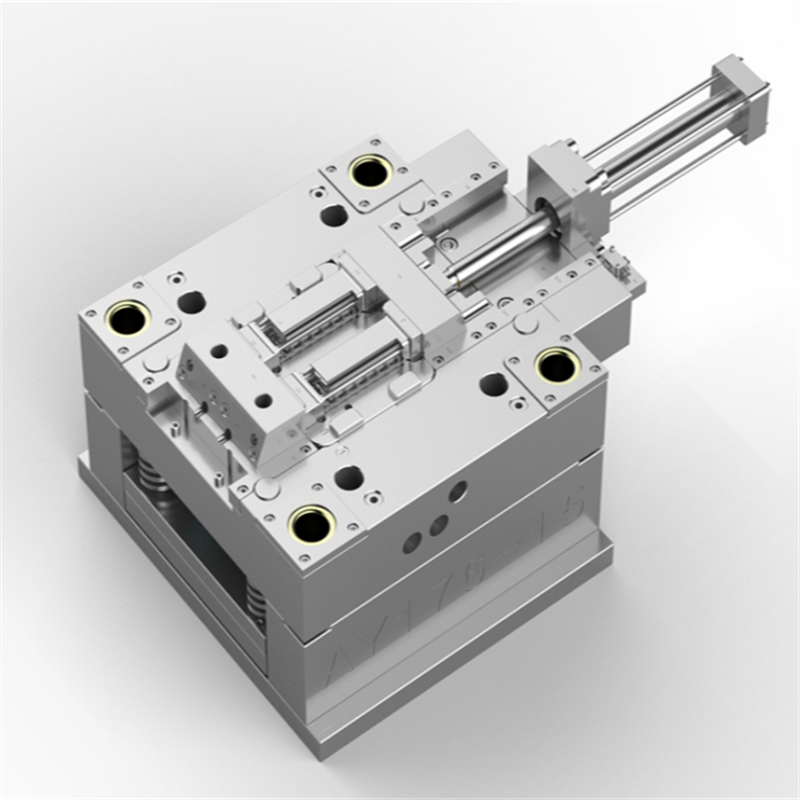
la macchina per stampaggio ad iniezione di materie plastiche, nota anche come pressa, è costituita da una tramoggia del materiale, un pistone di iniezione o un pistone a vite e un'unità di riscaldamento. Gli stampi vengono fissati alla piastra della macchina di stampaggio, dove la plastica viene iniettata nello stampo attraverso l'orifizio della materozza. Le presse sono classificate in base al tonnellaggio, che è il calcolo della quantità di forza di chiusura che la macchina può esercitare. Se il materiale plastico è molto rigido, sarà necessaria una maggiore pressione di iniezione per riempire lo stampo, quindi è necessario un maggiore tonnellaggio di serraggio per tenere chiuso lo stampo. La forza richiesta può anche essere determinata dal materiale utilizzato e dalle dimensioni della parte, con parti in plastica più grandi che richiedono una forza di serraggio maggiore.
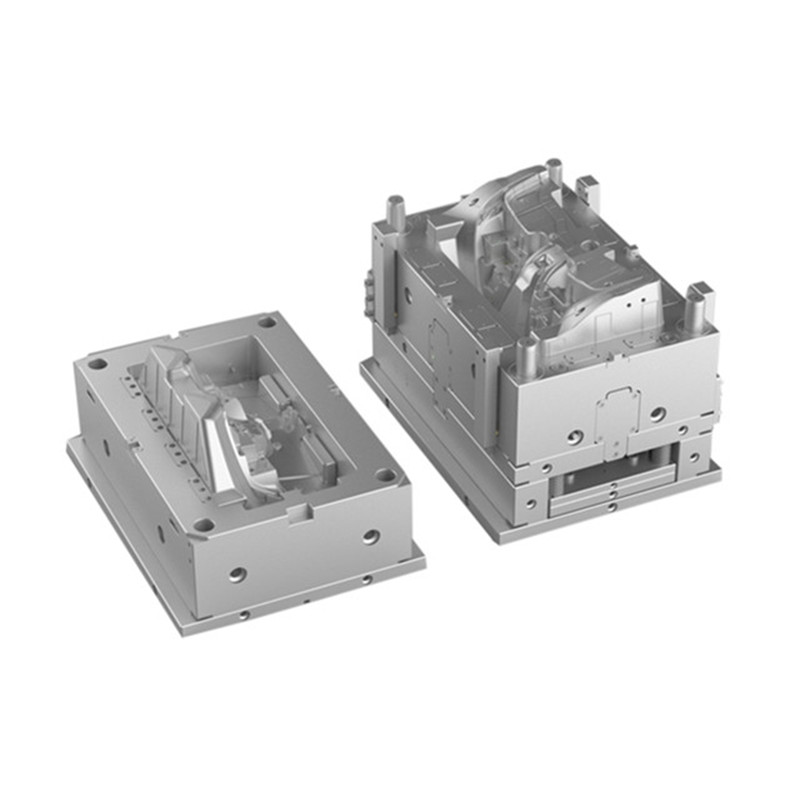
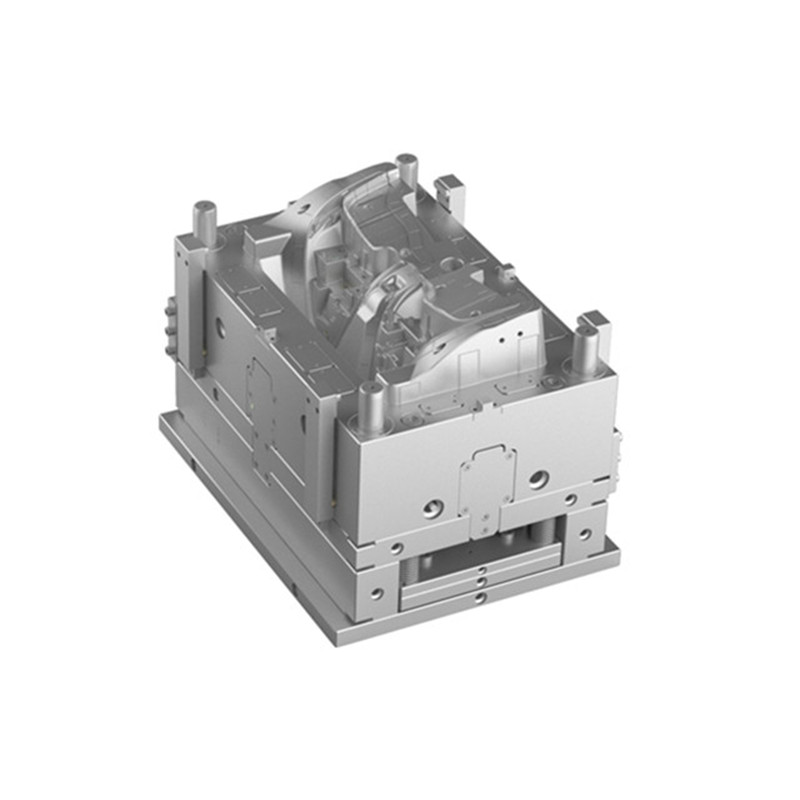
Lo stampo o stampo si riferisce agli utensili utilizzati per produrre parti in plastica stampate a iniezione. Tradizionalmente, gli stampi a iniezione erano costosi da produrre e venivano utilizzati solo in applicazioni di produzione ad alto volume in cui venivano prodotte migliaia di parti. Gli stampi sono tipicamente costruiti in acciaio temprato, acciaio pre-temprato, alluminio e/o lega di rame-berillio. La selezione di un materiale per la costruzione di stampi è principalmente una questione di economia. lo stampo in acciaio generalmente costa di più da costruire ma offre una durata maggiore che compenserà il costo iniziale più elevato rispetto a un numero maggiore di parti realizzate prima dell'usura. Gli stampi in alluminio costano sostanzialmente meno degli stampi in acciaio e quando l'alluminio di qualità superiore come l'alluminio aeronautico QC-7 e QC-10 viene utilizzato e lavorato con moderne apparecchiature computerizzate, possono essere economici per lo stampaggio di centinaia di migliaia di parti. Gli stampi in alluminio offrono anche tempi di consegna rapidi e cicli più rapidi grazie alla migliore dissipazione del calore. Possono anche essere rivestiti per la resistenza all'usura dei materiali rinforzati con fibra di vetro. Il rame al berillio viene utilizzato nelle aree dello stampo che richiedono una rapida rimozione del calore o nelle aree che vedono la maggior parte del calore generato.
Ciclo di stampaggio ad iniezione
La sequenza di eventi durante lo stampaggio a iniezione di una parte in plastica è chiamata ciclo di stampaggio a iniezione. Il ciclo inizia con la chiusura dello stampo, seguita dall'iniezione del polimero nella cavità dello stampo. Una volta riempita la cavità, viene mantenuta una pressione di tenuta per compensare il ritiro del materiale. Nella fase successiva, la vite gira, alimentando il colpo successivo alla vite anteriore. Questo fa sì che la vite si ritiri quando viene preparato il colpo successivo. Una volta che il pezzo si è raffreddato a sufficienza, lo stampo si apre e il pezzo viene espulso.

Papler Industry è un produttore esperto di stampi a iniezione. Abbiamo costruito molti strumenti nel corso degli anni e possiamo offrirti soluzioni in ogni area. Possiamo offrire il nostro nuovo sistema di saldatura laser Laserstar per aiutarvi con tutte le vostre riparazioni o modifiche tecniche. Contattaci per un preventivo sul tuo progetto.
PER SAPERNE DI PIÙ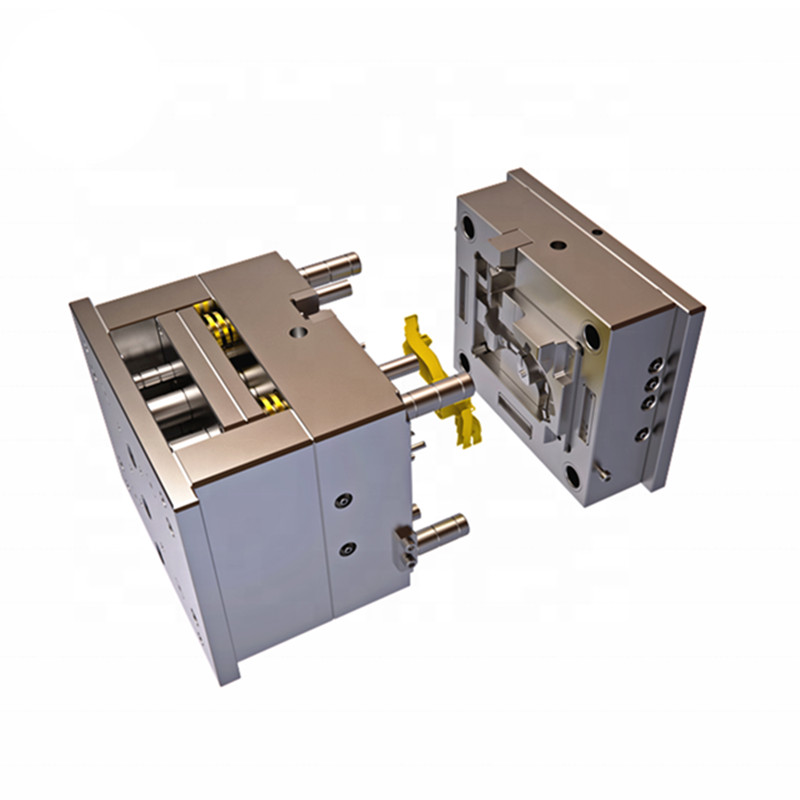
Lo stampaggio a iniezione è un processo di produzione popolare per la produzione di grandi quantità di parti in plastica da materiali chiamati termoplastici. È il processo di fusione della plastica, iniettandola in uno stampo e poi ripetendo il processo per realizzare migliaia o addirittura milioni della stessa parte.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione di plastica personalizzato è l'ideale per le parti in plastica in cui il successo si basa sul raggiungimento di specifiche caratteristiche meccaniche o estetiche. Non estranee alla complessità, le sfide progettuali alimentano davvero il nostro desiderio di innovare per te.
PER SAPERNE DI PIÙ
Uno stampo è uno speciale strumento di stampaggio a iniezione. I produttori di componenti stampati personalizzati progettano e fabbricano lo stampo appositamente per la parte che produrranno. Quando il ciclo di produzione di una parte è terminato, gli specialisti sostituiscono lo stampo con un nuovo stampo per la parte successiva che devono produrre.
PER SAPERNE DI PIÙ
Le plastiche ABS sono termoplastiche e hanno applicazioni in molti settori che richiedono la produzione di materiali forti e resistenti agli urti. In quanto materiale termoplastico, l'ABS non brucia al riscaldamento. Invece, diventa liquido durante il processo di stampaggio dell'ABS per garantire un facile stampaggio a iniezione e riciclaggio.
PER SAPERNE DI PIÙ
Il design del nucleo e della cavità degli utensili per lo stampaggio a iniezione di plastica è ciò che dà la forma al prodotto finale, ma ci sono molte altre funzioni dello strumento che sono cruciali per la corretta formazione del prodotto finale. Lo strumento svolge un ruolo importante nella corretta velocità di raffreddamento della parte in plastica stampata. Se un materiale plastico si indurisce alla velocità errata, possono verificarsi distorsioni e sollecitazioni. Il materiale dello strumento dovrebbe essere scelto tenendo conto della velocità di raffreddamento. Alcuni materiali plastici potrebbero dover essere stampati in uno strumento raffreddato ad acqua.
PER SAPERNE DI PIÙ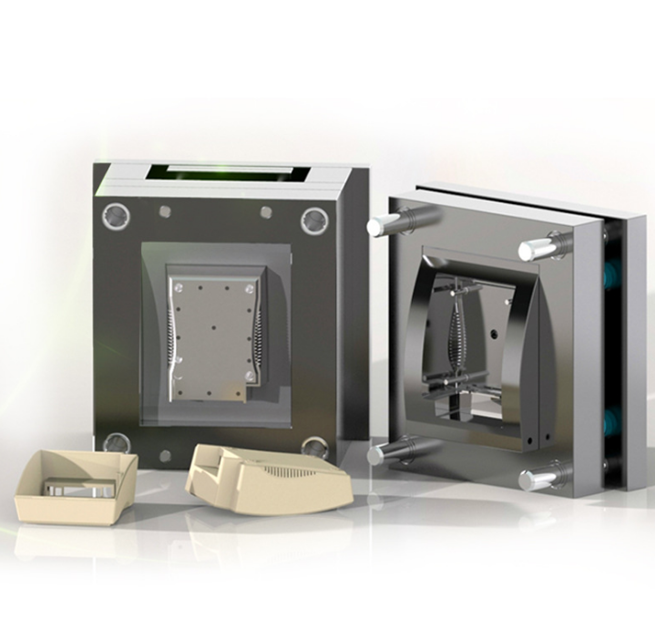
Papler Industry è un produttore di stampi a iniezione con sede in Cina. Con il nostro internoattrezzature di produzione di precisione, siamo in grado di offrire molteplici servizi: progettazione del prodotto,progettazione di stampi, costruzione di stampi e stampaggio ad iniezione.
PER SAPERNE DI PIÙ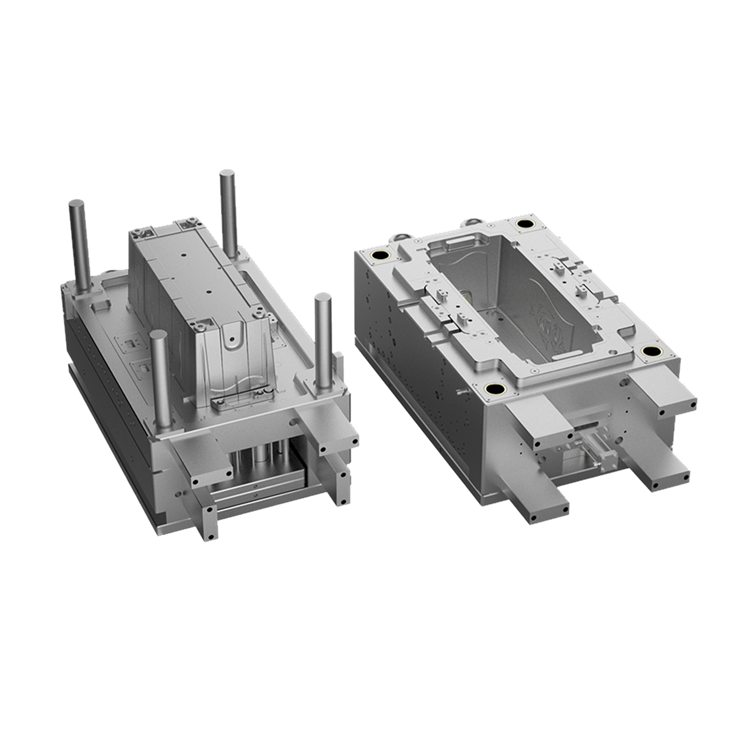
L'iniezione di plastica per stampaggio è il processo di spinta o iniezione di plastica fusa in una cavità dello stampo. La resina plastica viene immessa in un cilindro riscaldato, miscelata e iniettata in uno strumento, dove si raffredda e si indurisce fino alla configurazione della cavità dello stampo. Il processo di stampaggio Papler Industry Co., Ltd è ideale per cicli di produzione alti o bassi e può gestire le sfide di geometrie complesse.
PER SAPERNE DI PIÙ
Stampi ad alta precisione per la replica di elementi ottici strutturati come lenti di Fresnel o matrici di prismi sono generati dalla lavorazione del diamante o dalla molatura di precisione. In alcuni casi la qualità della superficie dei componenti replicati non è sufficiente per soddisfare le crescenti esigenze relative alla rugosità della superficie e alla precisione della forma per le applicazioni ottiche. Potrebbe quindi essere necessaria una successiva lucidatura delle strutture. Nell'ambito di questo lavoro, gli stampi strutturati sono stati rifiniti mediante un processo di lucidatura abrasiva di nuova concezione, mediante lucidatura laser e mediante lavorazione a flusso abrasivo. Questo documento si concentra sui meccanismi di rimozione del materiale e sulla qualità superficiale ottenibile nella lucidatura abrasiva. La qualità della superficie viene confrontata con quella ottenuta dalla lucidatura laser e dalla lavorazione a flusso abrasivo.
PER SAPERNE DI PIÙ
Prototipi di stampi a iniezione plastica producono veri e propri pezzi stampati a iniezione per i test funzionali. Possono anche fungere da utensili ponte per colmare il divario di produzione per gli utensili di produzione. Lo stampaggio del prototipo viene realizzato rapidamente; la parte ha la forma e la funzionalità di cui un prototipo in plastica avrebbe bisogno per testare forma, adattamento e funzione, ma potrebbe non avere dettagli fini come la preferenza del colore o la finitura superficiale. Gli stampi prototipo sono garantiti fino a 10.000 cicli.
PER SAPERNE DI PIÙ
Uno stampo ad iniezione di precisione ha tolleranze dimensionali controllate al di sotto di 1/3 della tolleranza dimensionale dei prodotti. La precisione dello stampo dipende dalla precisione delle dimensioni della cavità e dal numero di cavità nel progetto, dal posizionamento della cavità, dalla precisione della superficie di separazione, dalla selezione del materiale e dalla tolleranza dimensionale. Lo spessore della piastra inferiore, della piastra di supporto e della parete della cavità, nonché le dimensioni del canale di scorrimento, sono tutti fattori importanti per lo stampo di precisione. L'ingegneria del design è altrettanto importante. Lo stampo è solitamente realizzato in acciaio legato, che ha un'elevata resistenza meccanica.
PER SAPERNE DI PIÙ
Papler Industry Co., Ltd utilizza uno stampaggio ad iniezione rapido un processo guidato dalla tecnologia che sfrutta l'automazione della produzione. I modelli CAD vengono inviati direttamente al piano di produzione dove inizia la fresatura degli stampi, ma nella maggior parte dei casi gli stampi sono fabbricati in alluminio, non in acciaio. Ciò consente una lavorazione più rapida ed economica rispetto ai tradizionali stampi in acciaio.
PER SAPERNE DI PIÙ
La progettazione dello stampo è una parte fondamentale ma importante nello stampaggio a iniezione, indipendentemente dalle dimensioni e dalla posizione del punto di iniezione, dalle dimensioni del bordo di taglio, dalla tecnologia di assistenza al flusso, dal raffreddamento e dall'eiettore, tutti influiscono sui risultati finali dell'iniezione dello stampo. Non è esagerato affermare che la progettazione degli stampi ha un impatto significativo sull'economicità e sulla qualità delle parti stampate e dei vostri prodotti.
PER SAPERNE DI PIÙ
Lo stampaggio di precisione è l'ultima tecnologia nel mondo dello stampaggio ad iniezione di materie plastiche. Lo stampaggio di precisione è un tipo di stampaggio di materie plastiche che è il processo di progettazione di stampi più costoso e sofisticato sul mercato.
PER SAPERNE DI PIÙ
Lo stampaggio ad iniezione di precisione è un processo che richiede un'elevata tecnica e l'utilizzo di stampi e macchine di precisione. Il processo di stampaggio di precisione è diverso dal normale stampaggio a iniezione ma appartiene ancora allo stampaggio a iniezione. Richiede una tolleranza rigorosa di ± 0,01 mm e verrà elaborato con macchine e tecniche di alta precisione. Ha requisiti rigorosi per la ventilazione, il flusso del materiale e il raffreddamento che consentono ai parametri di stampaggio di essere stabili.
PER SAPERNE DI PIÙ
Gli stessi stampi devono essere costruiti in modo che le varie parti possano essere montate, l'aria fuoriesca quando il materiale viene iniettato e quindi un refrigerante deve fluire attraverso per portare l'intero stampo a una temperatura tale da raffreddare il prodotto in modo efficiente in modo che si indurisca a sufficienza essere rimosso e rimanere in forma. Quindi, una volta realizzato uno stampo, le limitazioni sono l'iniezione e il raffreddamento per quanto riguarda il numero di prodotti che possono essere prodotti. Ovviamente il costo unitario per prodotto si riduce enormemente quanto più lunga è la tiratura poiché gli stampi possono usurarsi nel tempo, ma di solito durano per lunghe tirature di molte decine di migliaia di prodotti prima di necessitare di manutenzione.
PER SAPERNE DI PIÙ
Per raggiungere l'obiettivo di ridurre al minimo i costi nel processo di produzione di stampi per stampaggio automobilistici, è necessario eseguire l'ottimizzazione e il miglioramento dalla progettazione preliminare, dal processo di produzione e fabbricazione e dal debugging completo delle prestazioni post-produzione. Nella produzione automobilistica e nell'industria manifatturiera, la riduzione del costo degli stampi per stampaggio di automobili nella produzione e nella produzione può mantenere l'azienda competitiva sul mercato e non essere eliminata dai tempi.
PER SAPERNE DI PIÙ
Papler Industry Co., Ltd ha una vasta esperienza nella progettazione di stampi per iniezione di plastica e nello stampaggio a iniezione di parti di automobili in plastica per interni ed esterni. Il nostro personale è ben addestrato in tecniche specializzate come lo stampaggio a inserti e il sovrastampaggio, essenziali nella produzione di parti di automobili in plastica con una struttura forte e durevole. Utilizziamo anche materiali plastici di alta qualità e tecnologia all'avanguardia per produrre ogni parte con una precisione impeccabile.
PER SAPERNE DI PIÙ
Lo stampaggio a iniezione è il processo di realizzazione di parti in plastica personalizzate iniettando materiale plastico fuso ad alta pressione in uno stampo metallico. Proprio come altre forme di stampaggio della plastica, dopo che la plastica fusa è stata iniettata nello stampo, lo stampo viene raffreddato e aperto per rivelare una parte in plastica solida. Il processo è simile a uno stampo Jello che viene riempito e poi raffreddato per creare il prodotto finale. Questo stampo può aiutarti a migliorare il programma di produzione e aumentare la capacità produttiva.
PER SAPERNE DI PIÙ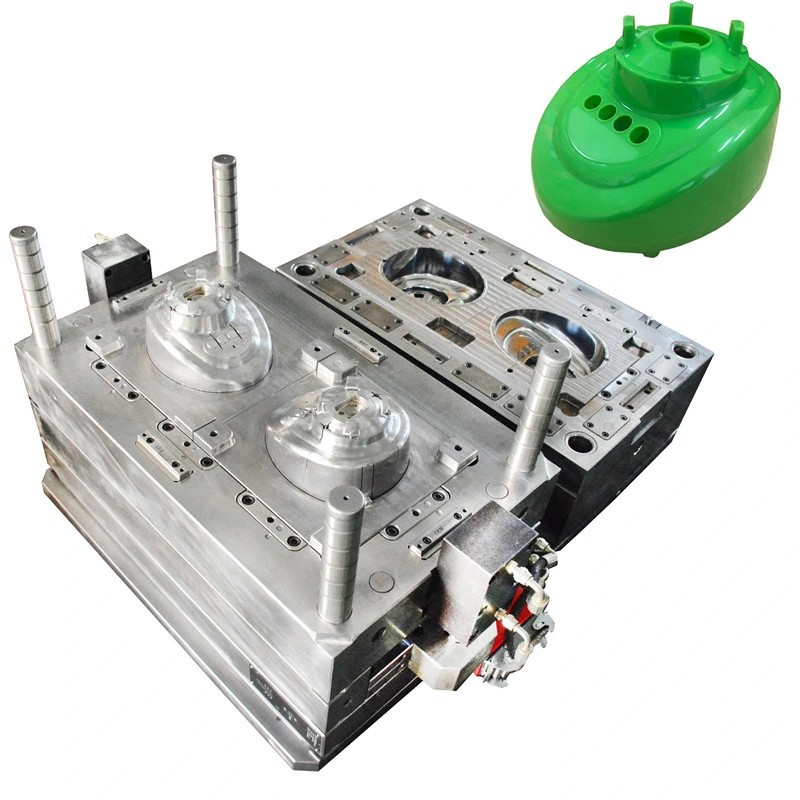
La nostra ricca esperienza come azienda cinese di stampaggio a iniezione di materie plastiche include capacità di produzione per molti settori diversi, materiali plastici e componenti aggiuntivi speciali per le vostre parti in plastica personalizzate.Il nostro focus è su cicli di produzione da 100 a 100.000 unità per ordine. Sappiamo che ogni progetto di stampaggio a iniezione personalizzato è diverso, ma ogni cliente gode dei nostri valori chiave:Stampi per iniezione plastica personalizzati di alta qualità e parti personalizzate con consegne affidabili e puntualiMassima attenzione alle esigenze del cliente attraverso una pianificazione avanzata della qualitàPreventivi veloci e comunicazioni senza ritardiServizio clienti cordiale e competente
PER SAPERNE DI PIÙ
Che tu produca componenti per computer, attrezzature per articoli sportivi o interni di automobili, probabilmente conosci lo stampaggio a iniezione di materie plastiche. Quando i tuoi prodotti richiedono parti in plastica, gli stampi a iniezione di plastica delle aziende di stampaggio a iniezione di plastica specializzate in questo processo forniscono la soluzione più efficiente e in un'unica fase.Le aziende di stampaggio a iniezione di materie plastiche non sono tutte uguali. Prodotti di qualità e un servizio clienti di qualità superiore sono i principali valori aziendali per Papler Industry. Riteniamo che rispondere alle esigenze dei nostri clienti con soluzioni innovative e convenienti e servizi di supporto di esperti sia una prospettiva vantaggiosa per tutti.
PER SAPERNE DI PIÙ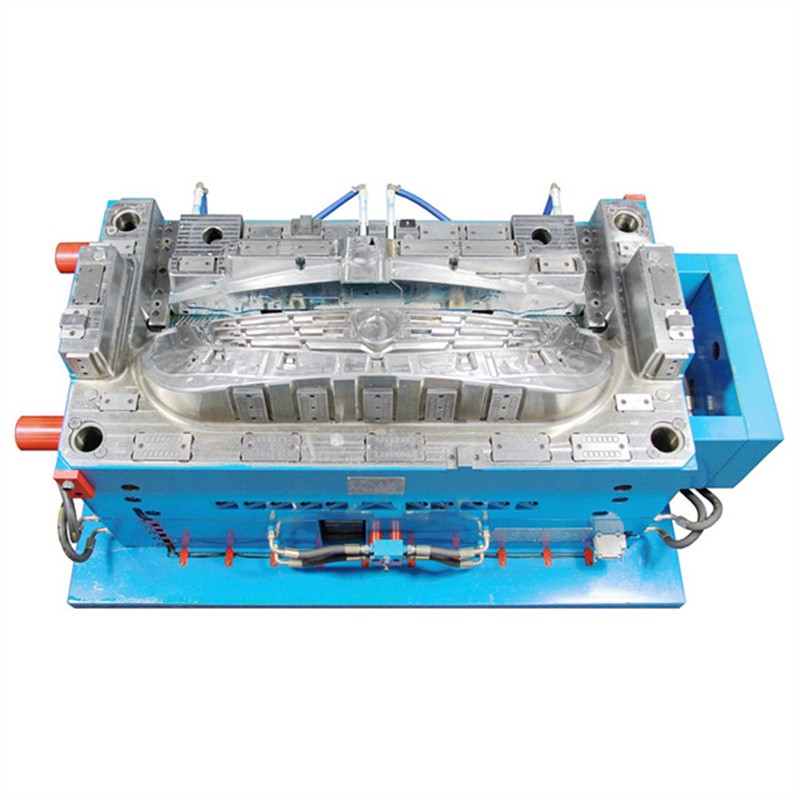
La nostra esperienza, unita alle più recenti tecnologie e attrezzature, consente a Papler Industry di produrre stampi e parti stampate di qualità superiore su cui i nostri clienti e i loro clienti contano. In qualità di produttore professionale di stampi in plastica in Cina, alcuni dei servizi che forniamo oltre allo stampaggio a iniezione di materie plastiche includono stampaggio a iniezione personalizzato, stampaggio a iniezione di prototipi, stampaggio di inserti e altro ancora.
PER SAPERNE DI PIÙ
Gli stampi a iniezione di metallo, chiamati anche stampi, vengono utilizzati per produrre una vasta gamma di prodotti in plastica iniettata in ogni settore. Altre società possono subappaltare la costruzione degli stampi. Gli stampi per iniezione plastica di Papler Industry sono tutti prodotti internamente dal nostro stabilimento dedicato alla costruzione di stampi nel Michigan.La costruzione degli stampi è la fase più lunga del processo di stampaggio ad iniezione. Richiedono strumenti di precisione da parte di tecnici qualificati. I nostri esperti produttori di utensili lavorano a fianco dei nostri ingegneri e ispettori durante tutto il processo di costruzione per garantire che tutto sia costruito esattamente secondo le specifiche. Questo livello di attenzione è necessario perché anche il più piccolo passo falso può causare errori costosi.
PER SAPERNE DI PIÙ
Quando si ricercano società di stampaggio a iniezione di materie plastiche, è importante conoscere la loro filosofia di costruzione degli stampi e le opzioni di garanzia. Dopo aver investito in uno stampo a iniezione di alta qualità, avrai un prodotto duraturo e di precisione che può essere utilizzato più e più volte, ciclo dopo ciclo.Le costruzioni di stampi della nostra azienda di stampaggio a iniezione di materie plastiche sono coperte da una garanzia illimitata sugli utensili, valida per tutto il tempo in cui eseguiamo le vostre parti di produzione.
PER SAPERNE DI PIÙ CONTATTACI
CONTATTACI Indirizzo : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Indirizzo : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mail : roger@ppl2009.com
E-mail : roger@ppl2009.com


 IPv6 RETE SUPPORTATA
IPv6 RETE SUPPORTATA